فهرست مطالب این صفحه:
- انواع سقف در مخازن فلزی نفتی
- مخازن فلزی سقف ثابت
- مخازن فلزی سقف شناور:
- اجزای تشکیلدهنده سقف شناور مخازن نفتی
- میز کار موقت (TemporARY BED SUPPORTS)
- اجزای تشکیلدهنده میز کار موقت سقف شناور مخازن نفتی
- لولهها ½ 2 اینچ
- لولهها 2 اینچ
- نبشیهای طولی و عرضی نگهدارنده سقف
- برسینگ ها (در عملیات ساخت مخازن فلزی)
- lower Deck Plates
- اجزای تشکیلدهنده Lower Deck plates مخازن نفتی
- Lower Deck Plates
- Sketch Plates
- روش اجرا Sketch Plates (عملیات ساخت مخازن فلزی)
- نکته بسیار مهم روش اجرا Sketch Plates
- سقف شناور ( وب سایت مدیر پروژه )
- نکات مهم در اجرای Temporary bed supports & lower Deck
- تستهایی که بر روی Lower deck Plates انجام میشود
- آمار و اطلاعات عملیات ساخت مخازن فلزی
- سخن پایانی عملیات ساخت مخازن فلزی
عملیات ساخت مخازن فلزی
بخش چهارم: عملیات میز موقت(Temporary Bed Support) و Lower Deck
تاکنون در خصوص نحوه اجرا فونداسیون،حفاظت کاتدیک، روش اجرای ورق ریزی کف مخازن فلزی نفتی توضیح دادهایم، حال در این مقاله قصد داریم به چگونگی اجرای میز موقت در عملیات ساخت مخازن فلزی (TEMPORARY BED SUPPORT & LOWER DECK) و ورق ریزی لاور دک توضیح دهیم.
اصولاً در اجرای مخازن سقف شناور از میز موقت جهت اجرای سقف استفاده میشود، این میز بهصورت Temporary میباشد و بعد اتمام عملیات سقف شناور این میز جمعآوری و به خارج از کاره انتقال داده میشود. در این نوع میز میبایست کلیه نیروهای وارده محاسبه و بر اساس آن تعداد پایهها ضخامت غلافها و… طراحی شود و همچنین نحوه اجرای ان از اهمیت بسیار بالایی برخوردار است.
باید توجه داشته باشیم که ورق لاور دک مستقیماً روی میز موقت نصب میشود و باید در نصب آن بسیار دقت کرد تا بر اثر بار های وارده سبب ایجاد اعوجاج و باد گرفتگی نشود.
انواع سقف در مخازن فلزی نفتی
مخازن فلزی نفتی به صورت کلی به دو دسته اصلی مخازن فلزی سقف ثابت و مخازن فلزی سقف شناور تقسیم بندی می شوند که در ادامه در وبسایت مدیر پروژه به شرح هر یک می پردازیم.
مخازن فلزی سقف ثابت
این نوع سقف در مخازنی استفاده میشود که فشار بخار مایع ذخیرهشده درون مخزن کم باشد و همچنین ماده موردنظر در خطر حریق زیاد و یا سمی باشد. اصولاً این نوع سقفها به صورت گنبدی در بالای مخزن اجرا میشود.
مخازن فلزی سقف شناور:
این نوع سقف در مخازنی استفاده میشود که فشار بخار مایع درون مخزن زیاد باشد و از لحاظ ایمنی خطرناک میباشد که این نوع سقفها در اثر فشار سیال با توجه به ارتفاع سیال بالا و پایین حرکت میکند، بهصورت کلی سقفها برای محافظت از سیال درون مخازن در مقابل عوامل خارجی استفاده میشود.
اجزای تشکیلدهنده سقف شناور مخازن نفتی
با توجه ببه اینکه اصطلاحات این بخش به زبان انگلیسی است برای خوانش درستر کلمات و عبارت، اصل کلمه را به صورت انگلیسی نوشته ایم.
Temporary Bed Supports
Lower Deck Plates
Truss
Compart
Rim
Upper Deck Plates
Accessory
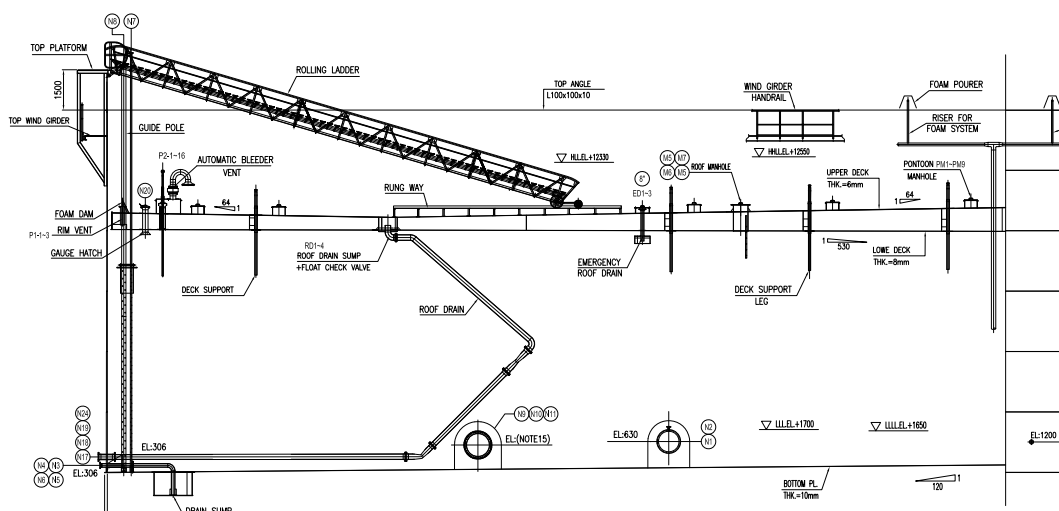
نقشه اجزای تشکیل دهنده سقف شناور
در این مقاله فقط در خصوص نحوه اجرای Temporary Bed Supports و Lower Deck Plates توضیح خواهیم داد و مابقی موارد در مقالههای بعدی که بهزودی در وبسایت مدیر پروژه (https://modirporoje.com/) منتشر خواهد شد توضیح خواهیم داد.
میز کار موقت (TemporARY BED SUPPORTS)
همانطور که از نام آن پیداست این میز کار بهصورت موقت جهت پیشنیاز عملیاتهای بعدی اجرا میشود، میز موقت از لولههای 2 ½ اینچ و 2 اینچ، نبشی 5 و نبشی 8 تشکیلشده است که در سرتاسر مخزن اجرا میشود و وظیفه آن نگه داشتن سقف شناور در ارتفاع مدنظر (بستگی به ارتفاع لولهها دارد) میباشد که در انتها بعد از نصب اجزای سازهای سقف مانند لگ ساپورتها که وظیفه نگهداری دائمی سقف را دارد این میز کار موقت خارج میشود و به بیرون از کارگاه انتقال داده میشود.
اجزای تشکیلدهنده میز کار موقت سقف شناور مخازن نفتی
- لوله ½ 2 اینچ
- لوله 2 اینچ
- نبشیهای طولی و عرضی نگهدارنده سقف
- برسینگ ها (نبشی 8)
لولهها ½ 2 اینچ
این لولهها که ارتفاع همه آنها یکسان میباشد بر روی ورقهای کف نصب و فیتاپ و تک جوش میشوند. این لولهها نقش تکیهگاه سقف و سایر متعلقات را دارد. ارتفاع لولههای ذکرشده در این مخزن با توجه به ارتفاع سقف 120 سانتی میباشد.
لولهها 2 اینچ
این لولهها که ارتفاع آنها با توجه به شیب سقف شناور متغیر میباشد و در داخل لولههای ½ 2 قرار میگیرند و بهوسیله پلیت های که در چهار طرف این لوله نصب میشوند به لولهی زیرین مهار و ارتفاع سقف را با توجه به نقشهها در موقعیت موردنظر تنظیم میکنند. ارتفاع این لولهها متغیر و بین 120 سانتیمتر تا 200 سانتیمتر میباشند.
نبشیهای طولی و عرضی نگهدارنده سقف
این نبشیهای که مانند تیر در ساختمان عمل میکند و وظیفه آن یکپارچه کردن نیروهای وارده (وزن سقف) و انتقال آنها به ستونها (لولهها) میباشد. سایز این نبشیها شماره 5 میباشد و بهصورت سرتاسری بر روی کلیه لولههای 2 اینچ نصب و تک جوش میشوند، ورقهای لاور دک مستقیماً روی این نبشیها قرار میگیرند.
برسینگ ها (در عملیات ساخت مخازن فلزی)
برسینگ ها نبشی شماره 8 میباشند و در عملیات ساخت مخازن فلزی کاربرد دارند که اصولاً برای نگهداری پایههای میز موقت در اثر فشار های وارده جهت جلوگیری از دررفتگی، تنش و خمش های احتمالی وارده بر لولهها بهصورت اریب همانطور که در عکس زیر نشان دادهشده نصب و اجرا میشود.
نکته: تعداد پایههای میز موقت و ابعاد و ضخامت آنها اهمیت بسیاری در نگهداری سقف شناور دارد و از لحاظ ایمنی بسیار حائز اهمیت میباشد و میبایست از قبل توسط تیم طراحی پروژه به میزان وزن سقف و دیگر بارهای وارده محاسبه و ابلاغ گردد. لازم به ذکر میباشد هیچکدام از آهنآلات مورد مصر ف در میز موقت نباید دارای اعوجاج و یا خمشدگی باشد.
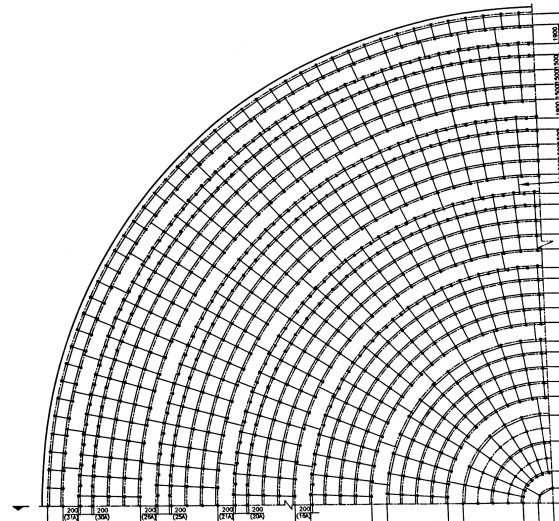
نقشه اجرایی میز موقت
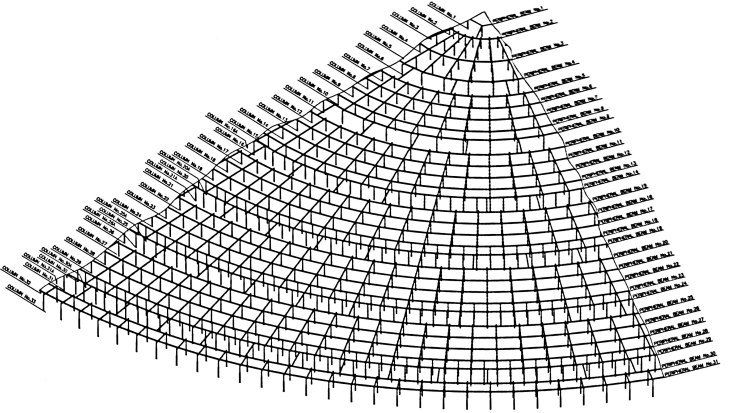
نقشه اجرایی میز کار

نمای زیر سقف شناور-میز موقت اجرا شده
lower Deck Plates
یکی از مهمترین اجزای سقف شناور ورقهای لاور دک میباشد که پایینترین جز سقف شناور میباشد که در تماس مستقیم با سیال درون مخزن قرار دارد، ضخامت این ورقها اصولاً 8 میلیمتر بوده که ابتدا مستقیماً روی میز موقت نصب میشوند و در آخر به وسیله لگ ساپورتها که بعداً در خصوص آنها توضیح خواهیم داد قرار میگیرند.
نکته بسیار مهم: در جوشکاری این ورقها باید با نهایت دقت و از نیروهای اجرایی بسیار حرفهای استفاده شود، این ورقها چون در تماس مستقیم با سیال قرار دارد باید به صورت کامل و با جوش بسیار خوب جوشکاری و آببند شود. در صورت به وجود آمدن کوچکترین نشتی خطرات جبرانناپذیری اعم از غرق شدن سقف را دارا میباشد.
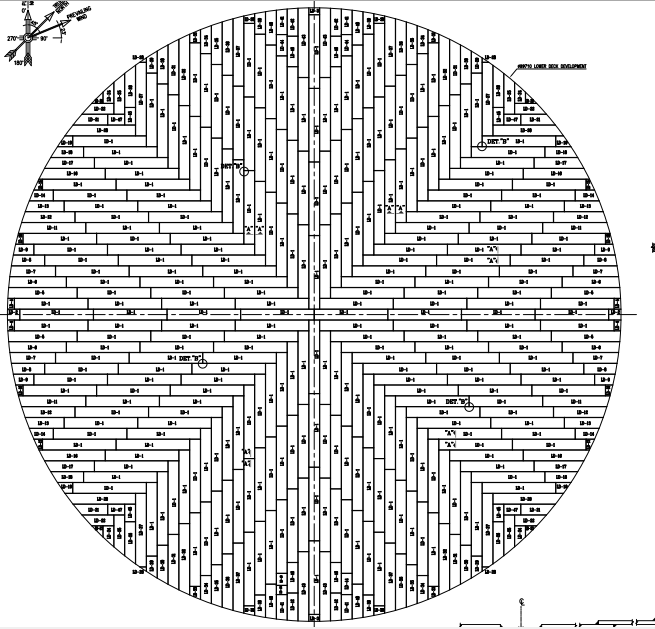
نقشه اجرایی ورق های لاور دک
اجزای تشکیلدهنده Lower Deck plates مخازن نفتی
- Lower Deck Plates
- Skatch
Lower Deck Plates
Lower Deck Plates یا ورقهای اصلی، ورقهای با اشکال هندسی منظم (0.08*1.8*12) میباشند که سطح وسیعی از مخزن را در برمیگیرد، این ورقها بهصورت شیبدار از سمت کنارها به سمت سنتر مخزن نصب و فیتاپ میشوند، که مطابق با استانداردها و الزامات نقشهای بهاندازه 40 میلیمتر بر روی همدیگر همپوشانی میشوند. جوشکاری این ورقها از نوع جوش F میباشد.
Sketch Plates
ورقهایی با اشکال هندسی نامنظم که بسته به محل قرارگیری نصب آنها در انتهاییترین نقطه کنارههای مخزن به صورت Adjust یا اندازهگیری در موقعیت برشکاری و نصب میشود.
نکته: تمامی ورقها میبایست قبل از نصب و در محل شاپ کارگاه با توجه به نقشه شمارهگذاری شوند تا در زمان نصب بهراحتی در محل موردنظر نصب شود.
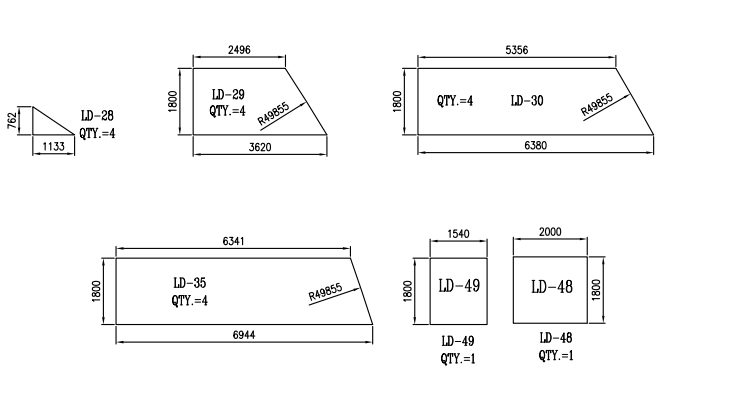
نقشه چند نمونه از اسکیج های لاور دک

نمای ورق های لاور دک و میز موقت
روش اجرا Sketch Plates (عملیات ساخت مخازن فلزی)
بعد از عملیات نصب و جوشکاری ورقهای کف و همزمان با عملیات جوشکاری جهت موازی کاری و تسریع در روند اجرایی فعالیتها میتوان شروع به نصب لولههای ½ 2 اینچ کرد، در ابتدا میبایست کلیه لولههای ½ 2 اینچ در اندازههای مشخص شده طبق نقشهها توسط دستگاه برش، برشکاری شوند، سپس به همین ترتیب لولههای 2 اینچ و برسینگ ها را برشکاری میکنیم، در خصوص نبشیهای طولی به دلیل اینکه طول نبشیها 6 متری میباشد نیاز به برشکاری آنها نمیباشد.
بهصورت همزمان گروه نقشهبرداری شروع به پیاده کردن نقطه سنتر مخزن و همچنین نقاطی که میبایست لولهها نصب شود میکند، سپس تیم مونتاژکاری مطابق تصویر زیر شروع به نصب، فیتاپ و تک جوش لولههای ½ 2 اینچ میکنند.
لازم به ذکر میباشد قبل از نصب این لولهها میبایست زیر هر یک از آنها یک عدد پلیت 10*10 سانتیمتر نصب و جوشکاری شود تا سطح مقطع مناسب جهت نصب لولهها فراهم و ایجاد تعادل کند.
باید توجه داشت که فاصله بین لولهها با توجه میزان بر وارده باید بین 150 تا 170 سانتی از همدیگر باشند. و این لولهها باید بهصورت کاملاً تراز نصب شوند.
نصب لولهها را میتوان از سنتر مخزن با چهار اکیپ مونتاژکاری شروع و تا انتهای مخزن ادامه داد.

عملیات نصب غلاف های ½ 2 اینچ
سپس همزمان با نصب لولههای ½ 2 اینچ شروع به نصب لولههای 2 اینچ میکنیم، بهطوری که در ابتدا لولههای 2 اینچ را درون لولههای ½ 2 اینچ قرار میدهیم سپس با توجه به شیب سقف شناور در محدوده موردنظر آنها را در ارتفاع موردنظر بهوسیله 4 عدد پلیت که در چهار طرف لوله 2 اینچ قرار میگیرد نصب و جوش میکنیم و به لولههای ½ 2 اینچ وصل میکنیم. شیب لاور دک از سمت کنارههای مخزن به سمت سنتر مخزن میباشد به طوری که ارتفاع در کنارها 210 سانتیمتر و در سنتر مخزن 150 سانتیمتر میباشد.

نصب لوله های 2 اینچ
بعد از نصب کلیه غلافها و قرار دادن در تراز ارتفاع موردنظر، نبشیهای اصلی را روی لولههای 2 اینچ نصب و جوشکاری میکنیم. باید توجه داشته باشیم که ابتدا نبشیهای طولی را نصب سپس به فاصلهی 2 متر از یکدیگر نبشیهای عرضی را بین لولهها نصب میکنیم و در انتها بین هر 3 الی 4 غلاف دو عدد برسینگ (نبشی 8) به صورت اریب نصب میکنیم و این کار را تا کامل شدن کل سطح مخزن ادامه میدهیم.
نکته بسیار مهم روش اجرا Sketch Plates
حتماً میبایست محل قرارگیری نبشی عرضی و طولی و همچنین غلافها میز موقت به نحوی نصب شوند که در محل قرارگیری اورلب ورقها و یا در انتهای لبههای بیرونی نصب شوند. در غیر این صورت اگر این نبشیها در سطح میانی ورقها نصب شوند، بعداً با نصب استراکچر و کامل شدن سقف شناور وزن بسیار زیادی به ورقهای لاور دک وارد شده که سبب اعوجاج در ورقها میشود.

عملیات نصب و جوشکاری نبشی های میز موقت
در عملیات ساخت مخازن فلزی (TEMPORARY BED SUPPORT & LOWER DECK) بعد از اینکه قسمتی از میز موقت آماده شد میتوانیم در جهت تسریع روند اجرایی عملیات ساخت مخازن فلزی، عملیات ورق ریزی Lower Deck را شروع کنیم.
در ابتدا تیم نقشهبرداری میبایست یکبار دیگر تمامی نقاط مخزن را چک و نقطه شروع (Start Point) ورق ریزی لاور را مطابق نقشهها پیاده کنند، سپس بهوسیله جرثقیلهای 25 و 50 تن عملیات ورق ریزی از سنتر مخزن را شروع کنیم. باید توجه داشته باشیم که در صورتی که قبل از ورق ریزی لاور دک، کورس 1 بدنه نصبشده باشد، حتماً میبایست یکی از ورقهای کورس 1 نصب نشود تا فضا جهت عبور و مرور ماشینآلات سنگین آزاد باشد. در غیر این صورت مجبور به استفاده از جرثقیلهای فوق سنگین بوم بلند میشویم.
همانطور که میدانید هم از لحاظ زمانی کند تر از جرثقیلهای سبک فعالیت میکنند هم از لحاظ مالی هزینههای اجاره، تعمیر و نگهداری بسیار زیادی دارند که بار مالی زیادی را به پروژه تحمیل میکند، لذا توصیه میشود قبل از نصب کورس 1 بدنه، ورق ریزی لاور تا نزدیک بدنه انجام شود. عملیات ورق ریزی لاور را از سنتر شروع میکنیم و طبق شمارهگذاری نقشهای در محل و موقعیت مربوطه نصبکرده و اکیپها مونتاژکاری همزمان شروع به عملیات فیتاپ ورقهای میکنند. در زمان فیتاپ ورقها میبایست همپوشانی آنها به اندازه 4 الی 5 سانتیمتر رعایت شود. نکته حائز اهمیت این است که فیتاپ نقش به سزایی در جلوگیری از اعوجاج و باد افتادگی درون ورق دارد، به همین دلیل باید از مونتاژکارهای حرفهای استفاده کرد.
در ادامه بعد از اینکه بخش اعظم ورقهای لاور نصب فیتاپ شدند میتوان عملیات جوشکاری ورقها را از سنتر مخزن به سمت کنارها شروع کرد و همچنین به صورت موازی شروع به نصب اسکیج ها در موقعیت مناسب خود میکنیم. در خصوص جوشکاری ورقهای لاور دک، در ابتدا میبایست سر T ها جوشکاری شوند سپس جوش عرضی ورقها و در انتها جوش طولی آنها انجام میشود. باید به این نکته توجه داشته باشیم که جهت جلوگیری از باد گرفتگی ورقها ابتدا باید جوش طولی ورقها به صورت مقطعی انجام شود و سپس اقدام به فول جوش آن کرد.

نمای میز موقت و ورق ریزی لاور دک

سقف شناور
سقف شناور ( وب سایت مدیر پروژه )
همزمان با جوشکاری روی ورقهای لاور دک، میبایست زیر ورقهای لاور نیز جوشکاری شوند ولی با سکوئنس متفاوت، به نجوی که کلیه خط جوش ها میبایست به صورت 5 سانت 20 سانت جوشکاری شود. یعنی 5 سانتیمتر جوشکاري، سپس 20 سانتیمتر رها کرده و این کار تا پایان ادامه میابد.
بعد از اتمامم جوشکاری ورقها، کلیه جوش ها باید به وسیله تیم کنترل کیفیت تست شوند. باید نهایت دقت در زمان تست شود تا به هیچ وجه سوراخ یا نشتی وجود نداشته باشد در غیر این صورت در زمان هیدروتست مخزن یا وارد شدن سیال به درون مخزن، بهمحض اینکه سیال به زیر سقف برسد، سقف با نشتی مواجه میشود و امکان غرقشدگی و جود دارد که این امر سبب هزینههایی هنگفتی به پروژه میشود، پس در زمان تست جوش ها باید نهایت دقت انجام شود که کلیه جوش ها به درستی تست شوند.
لازم به ذکر میباشد که تست اصلی جوش های ورقهای لاور دک OIL test میباشد؛ و عملیات تست بهصورت پاشش از زیر سقف شناور میباشد به دلیل اینکه در زمان وارد شدن سیال زیر سقف با مایع در تماس میباشد.
در زمان تست گازوئیل اگر قسمتی از جوش نشتی داد و گازوئیل به روی ورق لاور آمد، میبایست جوش محدوده موردنظر کامل برداشته شود و تعمیر شود. در انتها بعد از نصب کلیه Accessory سقف شناور و نصب شدن لگ سا پورتها، میبایست میز موقت جمعآوری و خارج شود.
نکات مهم در اجرای Temporary bed supports & lower Deck
- در عملیات برشکاری آهنآلات میز موقت باید به نحوی برشکاری شوند تا کمترین پرتی ممکن را داشته باشند.
- کلیه آهنآلات میز موقت و ورقها باید عاری از هرگونه اعوجاج و یا تاشدگی باشد، پس نحوه دپو کردن آنها از اهمیت به سزایی برخوردار است.
- باید توجه زیادی به فاصله لولهها از همدیگر شود و همه لولهها با فاصله برابر و طبق نقشه اجرا شود.
- در شاپ کارگاه محل دپو ورقها، بههیچوجه ورقها نباید بهصورت مستقیم رویهم گذاشته شوند و میبایست بین ورقها از تختههای مخصوص استفاده شود.
- تا حد امکان از تردد ماشینآلات سنگین و جک زدن جرثقیلها بر روی و ورقهای Bootom جلوگیری شود.
- در خصوص سکوئنس جوشکاری ورقهای لاور ابتدا سر T، جوش عرضی ورقها و سپس جوش طولی ورقها انجام میشود.
- جوشکاری طولی ورقها باید ابتدا بهصورت 30 سانت 30 سانت یک پاس جوشکاری شود سپس فول پاس شود.
- کلیه ورقها باید قبل از نصب بهوسیله اسپری رنگ و شابلون شمارهگذاری شوند.
- جوشکاری زیر ورقهای باید به صورت مقطعی و 5 سانت -20 سانت رعایت شود.
- کلیه جوش های روی ورقهای آپر دک از نوع فول جوش و با سه پاس جوشکاری شوند.
- عملیات تست گازوئیل باید زیر ورقهای لاور دک و در محل درز جوش ها انجام شود.
تستهایی که بر روی Lower deck Plates انجام میشود
کلیه تستهای به صورت غیر مخرب میباشند (NDT)
- بازرسی چشمی جوش (VT)
- (OIL TESE) تست گازوئیل
بازرسی چشمی جوش (VT)
قبل از انجام هرگونه تست ابتدا باید (VT) تمامی جوش ها مورد تائید و به ناظر کارفرما تحویل گردد.
تست گازوئیل (OIL TESE)
جهت اطمینان از کیفیت اتصال جوش ها استفاده میشود، قابلذکر است که اویل تست زمانی انجام میشود و مورد تائید است که بر روی پاس 1 از داخل انجام شود. دلیل این امر این است که جوش های داخل در تماس با نفت میباشد.
آمار و اطلاعات عملیات ساخت مخازن فلزی
- قطر این مخزن 100 متر و به ارتفاع 14 متر میباشد.
- تعداد 3060 عدد لوله ½ 2 اینچ به وزن تقریبی 18972 کیلوگرم استفاده شد.
- تعداد 3060 عدد لوله 2 اینچ به وزن تقریبی 17102 کیلوگرم استفاده شد.
- 7553 متر طول نبشی شماره 5 به وزن تقریبی 28474 کیلوگرم استفاده شد.
- 2295 متر طول نبشی 8 به وزن تقریبی 22100 کیلوگرم استفاده گردید.
- و به صورت کلی مقدار 86648 کیلوگرم آهنآلات استفاده شد.
- تعداد 376 شیت ورق 8 میلیمتر جهت ورق ریزی Lower Deck به وزن 51000 کیلوگرم مورد استفاده قرار گرفت.
- متراژ کلی عملیات جوشکاری ورقهای لاور دک به صورت زیر و رو 5455 متر طول بوده است.
- جهت عملیات ساخت و نصب میز موقت 6 اکیپ مونتاژکاری فعال بودند.
- جهت عملیات جوشکاری ورقهای لاور دک تعداد 21 تیم جوشکاری مشغول فعالیت بودند.
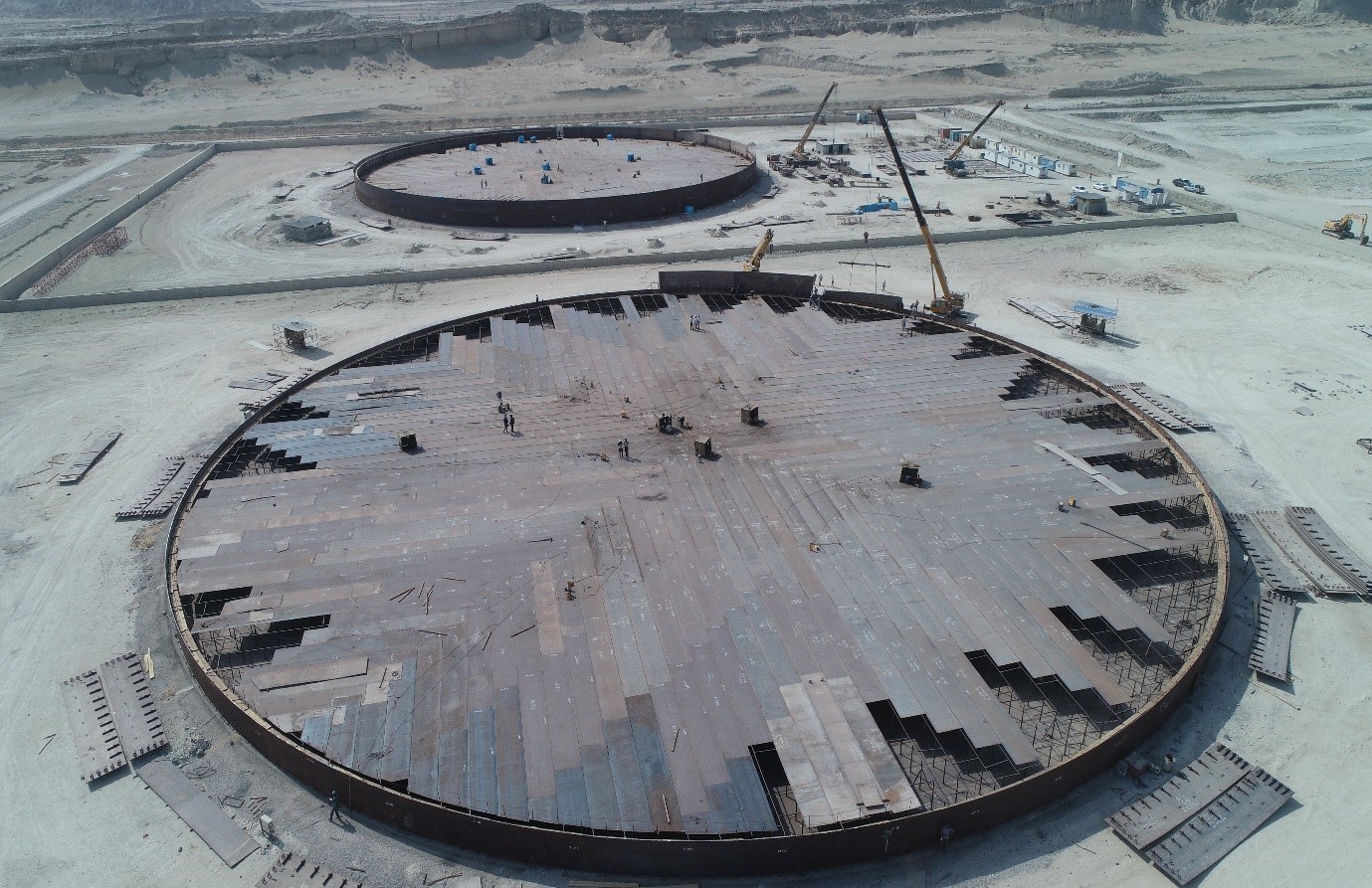
نمای سقف شناور
سخن پایانی عملیات ساخت مخازن فلزی
در انتها گفتنی است که ورقهای هر مخزن با توجه به ابعاد و ظرفیت آن، تعداد و ضخامت آن میتواند متفاوت باشد که در این مخزن با قطر 100 متر تعداد 376 شیت ورق 8 میلیمتر و 27 عدد به وزن کلی 51000 کیلوگرم و تعداد 2 دستگاه جرثقیل 25 تن و 50 تن و 8 نفر مونتاژکار در مدتزمان 35 روز نصب و فیتاپ شدند که در خصوص جوشکاری، مقدار 5455 متر طول بهصورت فول پاس با تعداد 21 نفر جوشکار F در مدتزمان 72 روز به اتمام رسیده است؛ که با تخصیص منابع بیشتر اعم نیروی انسانی ماهر و تجهیزات لازم و فعال کردن شیفت شب در مدتزمان بهمراتب کمتری میتوان عملیاتهای مربوطه را به اتمام رساند.
در این مقاله سعی کردیم فقط راجع به عملیاتهای مربوط به اجرای میز کار موقت و ورق ریزی Lower Deck مخزن بپردازیم و در مقاله بعدی که بهزودی در وبسایت مدیر پروژه منتشر خواهد شد در خصوص نحوه اجرای بدنه (Shell) مخزن بپردازیم
شما می توانید برای کسب اطلاعات بیشتر از وبسایت مدیر پروژه و سامانه پروجکت ویو Project View (شرکت پارسیس ماندگار رویان) دیدن کنید.







{kind=link}
{kind=link}
{kind=link}
{kind=link}