عملیات نصب شل ها (ARRANGMENT & FITUP SHELL) در ساخت مخازن فلزی
مقدمه عملیات نصب شل ها در مخازن فلزی
در بخش چهارم نحوه عملیات نصب شل ها مخازن فلزی سوخت به صورت کامل در خصوص نحوه اجرا میز موقت و ورق های لاور دک سقف شناور توضیح داده شد که در ادامه قصد داریم در خصوص نحوه ساخت و نصب بدنه مخزن یا همان Shell را توضیح دهیم.همچنین گفتنی است که عملیات ها می توان به صورت موازی شروع شوند،به طور مثال همرمان به نصب ورق های شل ها میتوان عملیات ساخت و نصب استراکچر سقف رانیز شروع کرد که در این خصوص به صورت کامل در بخش ششم مقالات ساخت مخازن فلزی توضیح داده خواهد شد.
اصولا مخازن ذخیره سازی بر اساس مقدار ظرفیت ذخیره سیال از ارتفاع و ضخامت متغیری محاسبه و اجرا میگردد که وظیفه آن نگهداری سیال و جلوگیری از فرار سیال درون مخزن میباشد.
باید توجه داشت که به دلیل اینکه سیال درون مخزن در پایین ترین نقطه فشاری بیشتری به بدنه مخزن وارد میکند ،اصولا کورس های بدنه از پایین به بالا به ترتیب از ضخامت بیشتر شروع و تا کمتر ادامه می یابد که دراین مخزن از ورق 40 میلی متر در کورس 1 تا ورق 15 میلی متر در کورس 6 استفاده گردیده است.
بدنه مخزن (Shell):
شل ها متشکل از ورق هایی با ابعاد و اندازه های مشخص مطابق نقشه های تائید شده میباشد که نقش محصور کردن و نگهدارنده سیال را دارد،شل ها اصولا داری کورس هایی با تعداد مشخص بسته به ظرفیت مخزن میباشد.
کورس:تعداد ردیف هایی از ورق های بدنه که روی همدیگر قرار میگیرند کورس گفته میشود.
اجزای تشکیلدهنده بدنه Shell مخازن نفتی
- ورق های کورس 1 مخزن
- ورق های کورس 2 مخزن
- ورق های کورس 3 مخزن
- ورق های کورس 4 مخزن
- ورق های کورس 5 مخزن
- ورق های کورس 6 مخرن
- بچه شل adjust plate
- عملیات های جوشکاری ورتیکال و هوریزنتال
- عملیات های مربوط به تست ها PT-RT & …
- تاپ آنگل مخزن
- شل منهول ها )در مقاله مربوط به اکسسوری های مخازن توضیح داده شده است.)
- شل نازل ها )در مقاله مربوط به اکسسوری های مخازن توضیح داده شده است.)
- کلین اوت دور Clean out door)در مقاله مربوط به اکسسوری های مخازن توضیح داده شده است.)
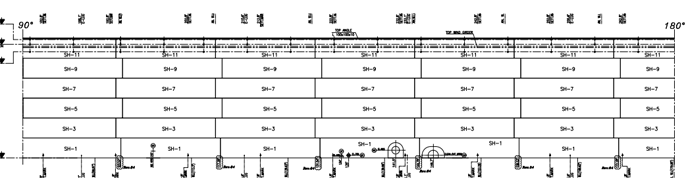
نقشه اجزای تشکیل دهنده بدنه مخازن
ساخت ( عملیات نصب شل ها )
1.عملیات برشکاری
پس از عملیات حمل ورق ها و دپو مناسب با استفاده از جرثقیل و کفی تریلی در محل های از پیش تعیین شده فرش می شوند،سپس نیروهای برشکاری مطابق با نقشه های مربوطه اقدام به مارک کردن ورق های مخزن(کورس 1 تا 6 ) کرده که حتما میبایست قبل از عملیات برشکاری به تائید ناظر مربوطه برسد،سپس اقدام به برشکاری کرده.
مارک کردن ورق ها شامل ابعاد طولی و عرضی،زاویه پخ ها و بوول ها و کونیک ها میباشد که پس از تائید آنها برشکاری میشوند.
برشکاری ورق ها بدنه به وسیله دستگاه برش ریلی که پس از تعیین زاویه مناسب بوده انجام میشود،لازم به ذکر است که کلیه ورق ها در سه طرف آن ها کونیک شده و کناره های ورق پخ زنی میگردد که بعد از پایان برشکاری هر ورق نیروی سنگ زن اقدام به عملیات سنگ زنی کرده و سپس عملیات برشکاری(Cutting) و بوول (Bevel) تحویل و به تائید کارفرما می رسد.
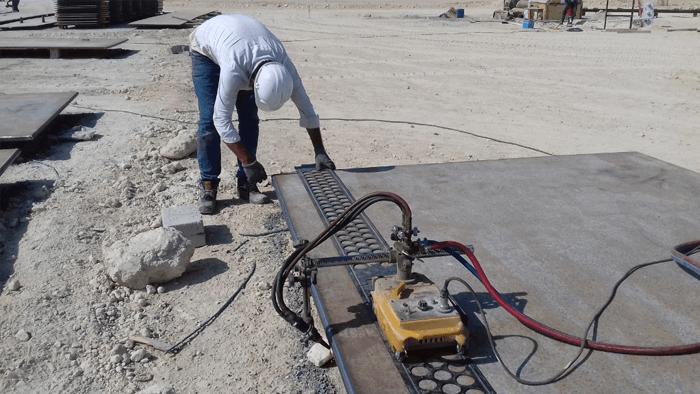
عملیات برشکاری ورق های Shell
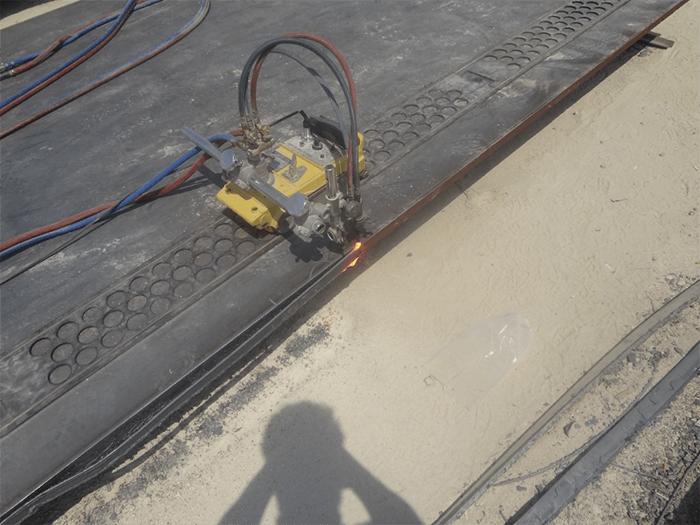
عملیات برشکاری ورق های Shell

عملیات سنگ زنی ورق های Shell
2.عملیات رول کاری (نورد)
پس از اتمام عملیات برشکاری و اخذ تائیدیه از کارفرما نسبت به رول ورق های برشکاری شده اقدام شود.
در ابتدا دستگاه نورد را مطابق با گردی (Curve) مخزن طبق نقشه تنظیم و ورق ها را به وسیله جرثقیل بر روی میز دستگاه نورد قرار داده و وارد دستگاه کرده و همزمان با رول ورق به وسیله شابلون که قبلا تهیه شده است Curve ورق را چک میکنیم سپس ورق را روی پایه های مخصوص به نام سدل قرار داده و آماده نصب می باشند.

عملیات رول ورق های Shell

عملیات رول ورق های Shell
3.عملیات نصب ارکشن تولس
پس از عملیات برشکاری، پخ زنی و رول ورق های بدنه مخزن می بایست چنل و مان هایی را که از قبل ساخته شده اند را به ورق های کورس جوش داده و جایگذاری کرد.
چنل مان به عنوان ارکشن تولس یا همان ابزار نصب در مخازن نیز گفته میشود که بوسیله ی آنها ورق های کناری و پایینی و بالایی شل ها را به همدیگر به صورت موقت متصل و فیتاپ میکنند که پس از اتمام عملیات جوشکاری هر کورس برچیده میشوند.
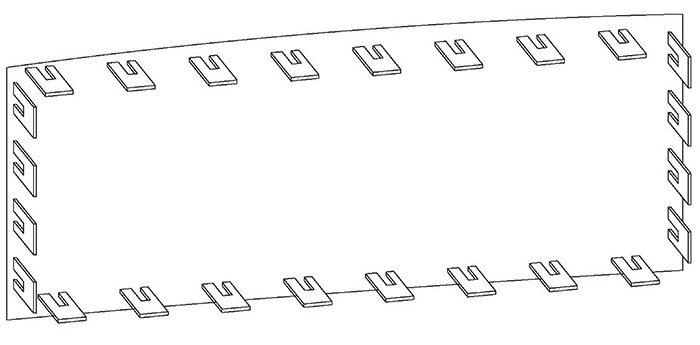
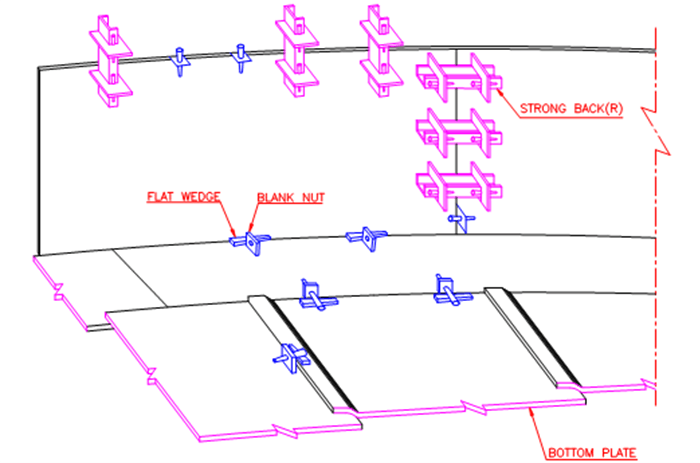
نمونه ای نصب چنل و مان بر روی ورق های Shell
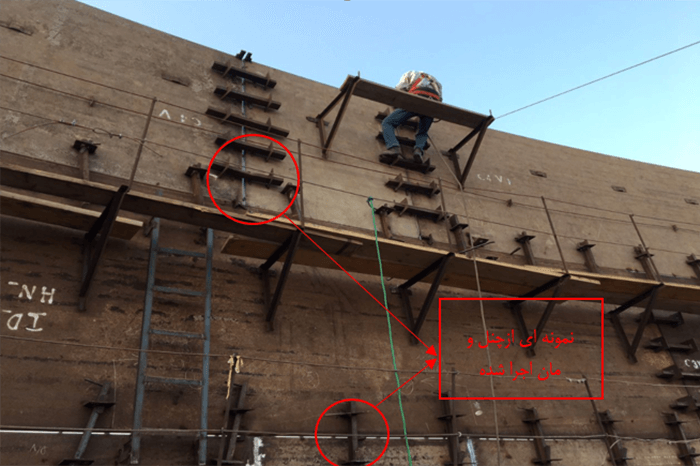
نمونه ای نصب چنل و مان بر روی ورق های Shell
4.عملیات نصب ورق ها
پس از عملیات رول کاری ورق ها و نصب چنل و مان (ارکشن تولس) بر روی ورق ها که اصولا به فاصلاه ی cm50 از همدیگر نصب می شوند.به وسیله جرثقیل بر روی ورق های آنولار قرار میگیرند.
قبل از عملیات نصب شل ها باید فعالیت های زیر را انجام داد:
- لازم به توضیح است قبل نصب ورق های Shell میبایست زیر پاشنه ورق در محل درز جوش آنولار به آنولار cm30 را جوشکاری سپس رادیوگرافی کرد.
2.قبل از نصب ورق میبایست به وسیله دوربین نقشه یرداری زاویه های 0° ، 90° ، 180° ،270° و 360° را بر روی کف مخزن پیاده میکنیم.
3.سپس Curve مخزن را بر روی ورق های آنولار پیاده میکنیم.
4.مشخص نمودن نقشه Start Point
باید توجه داشت که تمام مراحل میبایست تحویل و به تائید کارفرما برسد.
پس از طی تمامی مراحل گفته شده شروع به نصب ورق های کورس 1 مخزن از نقطه Start Point می کنیم و کل ورق های کورس 1 را مطابق با Curve مخزن کنار همدیگر قرار داده و ورق ها رو محدوه ورتیکالی به وسیله چنل و مان به همدیگر قفل شده و به وسیله ناودانی پشت ورق های کورس 1 را به کف مخزن مهار میکنیم.

نصب ورق های Shell-Course 1
به یاد داشته باشیم که عملیات نصب ورق های Shell می بایست در یک روز شروع و در همان روز به پایان برسد.
بعد از اتمام نصب ورق های کورس 1 آنها را به یکدیگر تک جوش کرده تا همدیگر را بهتر مهار کنند.
سپس به وسیله دوربین نقشه برداری عملیات Levelness ، Plumbness و Roundness را چک و تنظیم می کنیم.
توضیح:
» Levelness
جهت تراز بودن سطح روی ورق ها نسبت به یکدیگر انجام میشود.
» Plumbness
جهت شاقولی ورق ها انجام میشود و طبق استاندارد API650 -H/200 میباشد.(ارتفاع /200)
بعد از بررسی Levelness ، Plumbness و Roundness و مورد قبول بودن انها نسبت به نصب کورس 2 مخزن اقدام مینماییم.
در غیر این صورت میبایست آنها را اصلاح نماییم.)کلیه کورس ها باید این مراحل را طی کنند)
کورس 2 و 3 بدنه مخزن را نیز همانند کورس 1 نصب میکنیم،به یاد داشته باشیم می بایست ورق های در ارتفاع بالا را به وسیله سیم بکسل مهار کرده تا در مقایل بارهای جانبی همانند باد مقاومت داشته باشد.

نصب ورق های Shell-Course 1
جهت نصب کورس 2 و 3 باید کلنگی و جا کلنگی و تخته زیر پایی بر روی بدنه مخزن نصب شده تا نفرات اجرایی بتوانند بر روی ان تردد و نسبت به نصب کورس های بعد و همچنین جوشکاری اقدام نمایند.

نصب ورق های Shell-Course 2 و کلنگی و جاکلنگی به همراه تخته بندی

نصب ورق های Shell-Course3
بعد از نصب کورس 3 و چک کردن Levelness ، Plumbness و Roundness می بایست Peaking و Banding را چک نمود.
» Peaking
جهت اتصالات عمودی انجام میشود و نباید بیشتر از mm13 باشد.
» Banding
جهت اتصالات افقی انجام میشود و نباید بیشتر از mm13 باشد.
عملیات Peaking و Banding یک بار قبل از جوشکاری و یک بار بعد از جوشکاری انجام میشود.
بعد از آن شروع به جوشکاری Vertical Course 1 میکنیم که میبایست در ابتدا به صورت برگشتی و روبه بالا انجام شود سپس عملیات سنگ زنی و تمیز کاری و بعد از آن پاس های بعدی تا پر شدن خط جوش انجام شود.
الکترود ها می بایست قبل از جوشکاری در آون مادر تا دمای 300 درجه سانتی گراد گرم شده باشند و بعد از ان به درون آون دستی انتقال داده شوند.
بعد از اتمام جوش Vertical Course 1 عملیات جوشکاری Vertical Course 2 را مطابق موارد بالا شروع کرده و به اتمام می رسانیم.
بعد ازآن عملیات جوشکاری Horizental Corse 1 -2 را انجام می دهیم .
توجه داشته باشیم که عملیات جوشکاری میباست به صورت ساعت گرد یا پاد ساعت گرد و با تعداد جوشکار زوج انجام شود.
مهم:
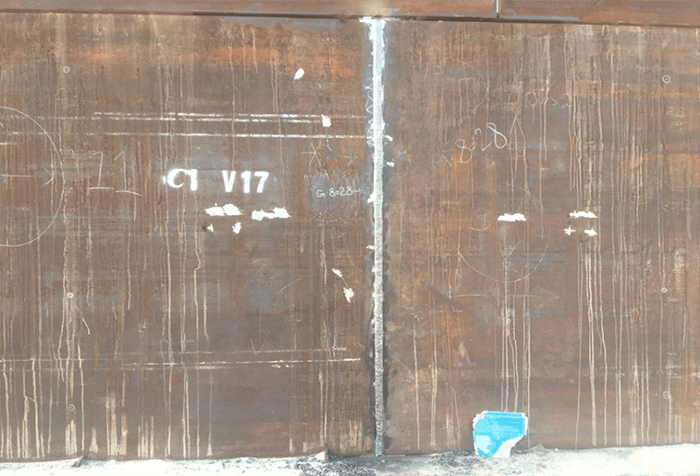
قبل از شروع عملیات جوشکاری باید کلیه ورق ها شماره گذاری شوند (شکل)
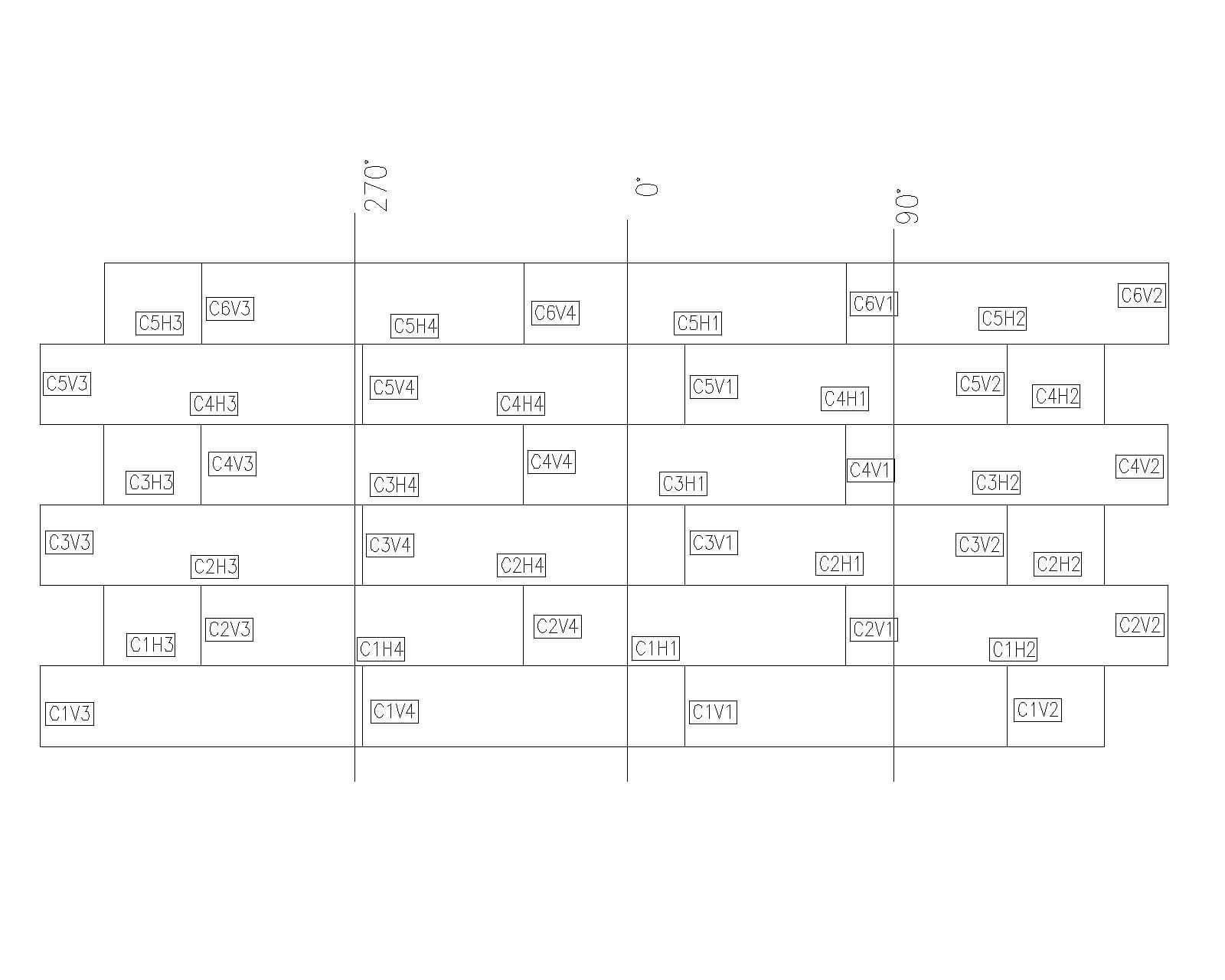
شماره گذاری ورق های بدنه مخزن
جوشکاری Vertical Course 1
بعد از اتمام جوشکاری Vertical Course 1 , 2 و Horizental Course 1 to 2 می بایست عملیات جوشکاری بک ولد (Back Weld) را انجام دهیم که قبل از آن میبایست ورتیکال ها و هوریزنتال ها را با دستگاه سنگ یا باوسیله گوج بسته به ضخامت جوش و ورق (هرچه ضخامت ورق و جوش بیشتر باشد اصولای بالای mm40 میلی متر باید از گوج استفاده کرد) بک ولد کرد،سپس نسبت عملیات جوشکاری آنها به ترتیب ورتیکال کورس 1 ،ورتیکال کورس 2 و سپس بک ولد هوریزنتال کورس 1 به 2 را انجام می دهیم.
پس از آم مطابق NDT MAP از پیش تائید شده یا بخش 8 API650 نسبت به عملیات رادیوگرافی جوش های انجام شده اقدام می شود.
رادیوگرافی به وسیله تیم مجرب و دارای Certificate های مرتبط انجام میشود و باید توجه داشته به هیچ وجه نباید در معرض اشعه آن قرار گرفت .
پس از تفسیر فیلم های رادیوگرافی در صورت وجود عیوبی در جوش میبایست آن قسمت از جوش که دچار مشکل میباشد را شکافت و مجددا جوشکاری کرد و رادیوگرافی کرد.
پس از اتمام بک ولد های ورتیکال و هوریزنتال کورس 1 و 2 می بایست ورق های کورس 4 را نصب و فیتاپ کنیم و همانطور که قبلا توضیح داده ایم میبایست Plumbness،Roundness وLevelness را برداشت کرده و تحویل کارفرما و تائیدیه را اخذ نمود.
باید توجه داشت در تمامی مراحل نصب ورق های بدنه جهت تردد و دسترسی به نقاط بالای مخزن و هرکورس می بایست کلنگی و جاکلنگی نصب و تخته بندی انجام شود.

عملیات نصب کورس 4 مخزن
یاد آور شویم که کلیه فعالیت های اجرایی می بایست با رعایت اصول ایمنی زیر نظر کارشناس مربوطه صورت پذیرد.
پس از عملیات نصب کورس 4 مخزن می بایست عملیات جوشکاری ورتیکال کورس 3 را شروع سپس جوشکاری هوریزنتال کورس 2 به 3 را مطابق سکوئنس ذکر شده در جوشکاری کورس 1 و 2 مخزن را اجرا می کنیم.
باید توجه داشتیم باشیم که در سکوئنس اجرایی مخازن ذخیره همیشه عملیات جوشکاری باید 2 کورس از عملیات فیتاپ و نصب عقب تر باشد، و پس از عملیات جوشکاری باید عملیات رادیوگرافی مطابق با NDT MAP انجام شود.
در نهایت پس از نصب کورس 6 و جوشکاری ورتیکال های آن و هوریزنتال کورس 5 به 6 و همچنین رادیوگرافی مربوطه
نسبت به نصب تاپ آنگل افدام میکنیم.
قبل از هر چیز می بایست نبشی های تاپ انگل را که بسته به ضخامت ورق کورس 6(آخر) دارای ضخامت معین مطابق طراحی بوده را به وسیله دستگاه نورد طبق Curve مخزن رول کرده وسپس مونتاژکارها نسبت به نصب و فیتاپ و تک بندی اقدام کرده و بعد از اخذ تائیدیه از کارفرما ان را به ورق کورس 6 جوشکاری می کنیم ،لازم به ذکر میباشد که در مقطع عرضی جوش ها نیز باید به همدیگر جوشکاری شوند.
عملیات نصب و جوشکاری تاپ آنگل
نکات اجرایی در اجرای Shell مخازن ذخیره سازی سقف شناور
- بعد از عملیات رول ورق های بدنه ،ورق ها میبایست بر روی سدل دپو و نگهداری شوند و بین هر ورق چهارتراش قرار گیرد.
- مقطع عرضی و طولی ورق ها می بایست کونیک شوند.
- در زمان نصب و فیتاپ ورق ها در کنار همدیگر می بایست فاصله (گپ)لازم بین دو ورق جهت نفوذ جوش انجام شود.
- کلیه ورقها باید قبل از نصب بهوسیله اسپری رنگ و شابلون شمارهگذاری شوند.
- پس از عملیات جوشکاری شل به آنولار (جوش پاشنه) می بایست بعد از پاس اول Oil Test شود سپس پاس دوم و سوم را انجام داد.
- پس از نصب کورس 1 مخزن می توان Shell Manhole را جهت تردد به داخل مخزن برشکاری کرد.
تستهایی که بر روی Shell انجام میشود:
کلیه تستهای به صورت غیر مخرب میباشند (NDT)
- بازرسی چشمی جوش (VT)
- (OIL TESE) تست گازوئیل
- رادیوگرافی (RT)
- تست مایع نافذ(PT)
بازرسی چشمی جوش (VT)
قبل از انجام هرگونه تست ابتدا باید (VT) تمامی جوش ها مورد تائید و به ناظر کارفرما تحویل گردد.
تست گازوئیل (OIL TESE)
جهت اطمینان از کیفیت اتصال جوش ها ستفاده میشود، قابلذکر است که اویل تست زمانی انجام میشود و مورد تائید است که بر روی پاس 1 از داخل انجام شود.دلیل این امر این است که جوش های داخل در تماس با سیال میباشد.
رادیوگرافی (RT)
به وسیله اشعه ایکس عیوب زیر سطحی جوش را مشخص می کند.
رادیوگرافی (RT)
جهت شناسایی عیوب سطحی جوش استفاده می شود.
آمار و اطلاعات
- قطر این مخزن 100 متر و به ارتفاع 14 متر می باشد.
- کل مخزن دارای 6 کورس که ابعاد هر ورق 2.4*12 بوده است.
- هر کورس دارای 27 ورق بوده است.
- دارای طول جوش ورتیکالی و هوریزنتالی تقریبی 2300 متر.
- وزن تقریبی ورق های مخزن 950.000 کیلوگرم.
- جهت عملیات ساخت و نصب تعداد 4 نفر برشکار،4 اکیپ مونتاژکار،14 تیم جوشکاری فعال بوده اند.

نمای مخزن فلزی
سخن پایانی
در انتها گفتنی است که ورقهای هر مخزن با توجه به ابعاد و ظرفیت آن، تعداد و ضخامت آن میتواند متفاوت باشد که در این مخزن با قطر 100 متر تعداد 176 شیت ورق 40 تا 15 میلیمتر به وزن تقریبی 950.000 کیلوگرم و تعداد 4 دستگاه جرثقیل 25 تا 100 تن مشغول به کار بوده اند. که برآورده کردن نیازهای پروژه در زمان مقرر نیاز مند برنامه ریزی دقیق و استفاده بهینه از منابع در دسترس می باشد.
در این مقاله سعی کردیم فقط راجع به عملیاتهای مربوط به ساخت ،نصب و جوشکاری مخزن بپردازیم و در مقاله بعدی که به زودی در وب سایت مدیر پروژه منتشر خواهد شد در خصوص نحوه ساخت و نصب سقف شناور مخزن بپردازیم.
لازم به ذکر میباشد در وبسایت توضیحات بیشتری در خصوص نحوه ساخت و اجرای مخازن فلزی نفت بیانشده است.
بعد از آماده سازی و با زدن دکمه بالا، پنجره ای باز می شود که آدرس ایمیل شما را می گیرد. به محض وارد نمودن اطلاعات، فایل مزبور برای شما ایمیل خواهد شد.
ارسال لینک دانلود
"(ضروری)" قسمتهای مورد نیاز را نشان می دهد
محصولات مرتبط با این مقاله







{kind=link}
{kind=link}
{kind=link}
{kind=link}
بسیار عالی???
خیلی خوب بود .دست تون درد نکنه .خسته نباشید
خیلی عالی توضیح داده بودید، بنده هم تجربه نظارت بر ساخت مخازن را در پروژه های گازی دارم و از این مطالب که شما ارایه دادید استفاده کردم
عالی و ممنون از لطفتون
عالی بود ممنون