ورق ریزی کف (Bottom Plates) در ساخت مخازن فلزی
مقدمه
یکی از مهمترین فعالیتها در ساخت مخازن فلزی نفتی اجرای عملیات ورق ریزی کف آن است که نحوه اجرا و رعایت استانداردهای مربوطه از اهمیت بسیار فراوانی برخوردار است.
یکی از مهمترین وظایف ورقهای کف (Bottom Plates ) جلوگیری از خروج سیال ذخیرهشده درون مخزن میباشد و همچنین از نفوذ سیال به لایههای زیرین مخزن و محیط بیرونی جلوگیری میکند و بیشترین نیرو در زمان پر شدن مخزن به کف وارد میشود (فشار سیال و وزن سقف
شناور) و از موارد دیگر میتوان قرارگیری بدنه مخزن (Shell) بر روی ورقهای کف نام برد، به همین دلیل میبایست در چگونگی نحوه اجرا اعم از حمل، نصب،فیتاپ، جوشکاری و تستهای لازم دقت شود و همچنین باید از نیروهای اجرایی حرفهای مانند برشکار، مونتاژکار، جوشکار
استفاده شود.
BOTTOM PLATES چیست
همان ورقهای کف مخزن که بسته به ابعاد مخزن با تعداد و ابعاد مشخص هستند که مابین سیال درون مخزن و سطح آسفالت فونداسیون قرار میگیرند و سبب جلوگیری از خارج شدن سیال میشود.
اجزای تشکیلدهنده کف مخازن نفتی
- ANNULLAR PLATES
- CLEAN OUT DOOR PLATES
- BACKING STRIP
- BOTTOM PLATES
- SCKATCH
- SUMPS
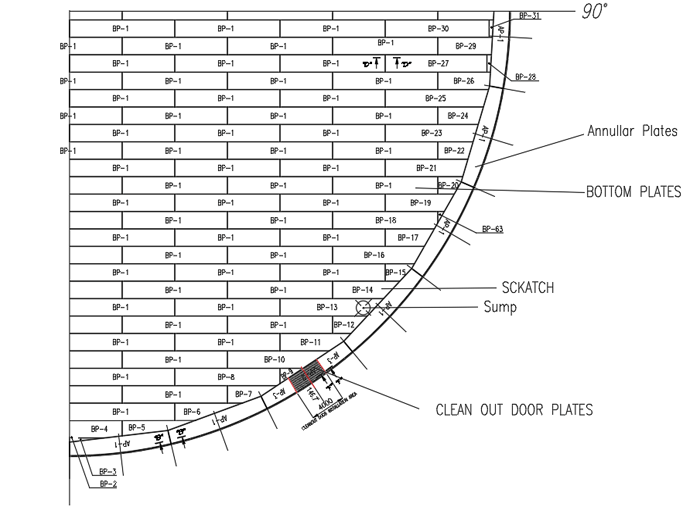
نقشه ورقهای کف-محل قرارگیری قسمتهای مختلف کف مخازن فلزی نفتی
ANNULLAR PLATES
آنولار ها یا رینگ کف مخزن که دورتادور مخزن قرار میگیرد تا مخزن بهصورت مدور اجرا شود و دارای ضخامت بیشتری نسبت به سایر ورقهای کف میباشد
که این ورقها با درجه مشخص مارک و برشکاری و نصب میشوند. و بدنه مخزن (SHELL) روی این ورقها قرار میگیرند. و وظیفه آن اتصال به مابقی ورقهای کف میباشد و به نوعی ورقها را آببند میکند.

ANNULLAR
CLEAN OUT DOOR PLATES
یک ورق با ابعاد و ضخامت بالاتر نسبت به سایر ورقهای آنولار میباشد که در زیر محل نصب Clean out Door نصب و جوشکاری میشود و به دلیل اینکه فشار سیال درون مخزن در محل بازشود ها بیشتر از سایر نقاط میباشد و از اعوجاج و مشکلات دیگر در ورق جلوگیری میکند و به همین دلیل در این قسمت از ورق باضخامت بالاتر استفاده میشود.

Clean out Door Plates
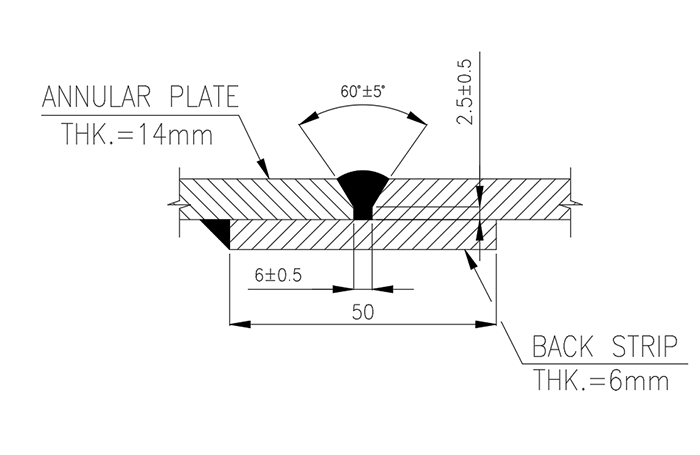
Backing Strip
تسمه هایی با مشخصات نقشهای معین میباشند که بهعنوان پشتبند در پشت ورقهای آنولار نصب و اجرا میشود تا با توجه به موقعیت قرارگیری آنولار و همچنین با توجه به نوع اتصال آنولار که بات ولد میباشد و امکان بکولد در آن موقعیت نیست که برای جلوگیری از ریپیر های به وجود آمده از بک استریپ استفاده میشود.
دیتیل بک استریپ ها
Bottom Plates
ورقهایی با شکل هندسی منظم و ابعاد یکسان که در بیشتر سطح مخزن از سنتر به صورت شیبدار به سمت کنارهها نصب و فیتاپ میشوند و مطابق با استاندارد و الزامات نقشهای این ورقها بهاندازه 5 سانتیمتر روی همدیگر همپوشانی میشوند و سپس جوشکاری میشود،
لازم به ذکر است که در این ورقها برخلاف جوشکاری آنولار که از پوزیشن G استفاده میشود از پوزیشن F استفاده میشود. و اصولاً میتوان نصب ورقها را از سنتر مخزن شروع و یا از سمت کنارهها به سمت سنتر مخزن نصب کرد.

نصب ورقهای کف
Scratch
ورقهایی با اشکال هندسی نامنظم و با ابعاد متفاوت که بسته به محل قرارگیری نصب، بین ورقهای اصلی (Bottom) و آنولار پلیت ها قرار میگیرند و سپس فیتاپ و جوشکاری میشوند. لازم به ذکر میباشد که در زمان برشکاری با توجه به اختلاف ابعادی که در نقشهها و سایت وجود دارد میبایست در صورت امکان ابعاد ورقها را 5 الی 10 سانتیمتر بیشتر برشکاری کنیم تا در زمان نصب ورق کوتاه نباشد و حتماً میبایست کل ورقهای Bottom Plate شمارهگذاری شوند تا هنگام نصب بهراحتی بتوان ورق موردنظر را پیدا و در محل نصب کرد، همچنین پرتیهای حاصل از برشکاری میبایست در محل دپو
نگهداری تا در آخر پروژه بالانس متریال شوند.
نمونهای از اسکیج ها
Sumps
سامپ ها بهصورت دایرهای و قابلمهای شکل که متشکل از ورق کف و بدنه است که وظیفه آن جمعآوری آبها و ناخالصیهای موجود در سیال میباشد.
همانطور که میدانید چگالی آب نسبت به نفت کمتر است به همین دلیل آب به کف مخزن(روی سطح Bottom Plates) میآید و با توجه به شیب کف مخزن، آب به سمت سامپ ها هدایتشده و درون سامپ ها میریزد و درنهایت بهوسیله واتر دراو که در مقالههای بعدی بهصورت کامل توضیح خواهیم داد، به بیرون انتقال داده میشوند.

Sump
روش اجرای ورقهای کف مخازن فلزی نفتی
بعد از اتمام عملیات آسفالت کف مخزن در ابتدا میبایست تراز فونداسیون دوباره چک و کلیه جهات و سنتر مخزن توسط نقشهبردار علامتگذاری شوند و نقاط 0-90-180-360 درجه پیاده شوند.
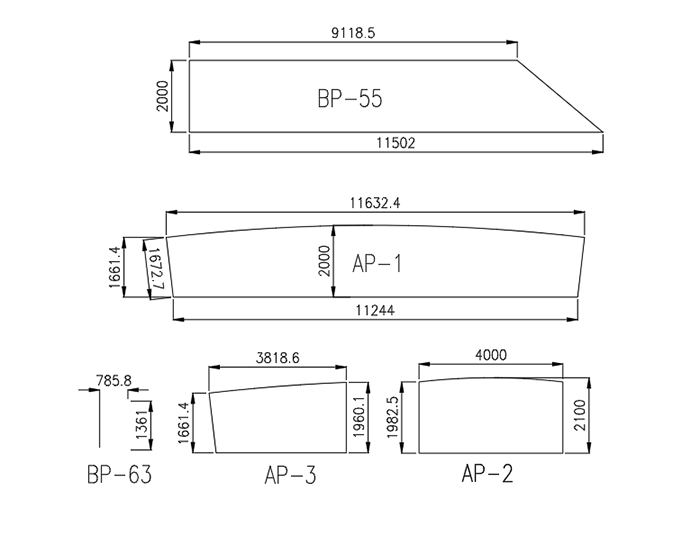
همیشه ابتدا میبایست ورق ریزی کف با نصب ورقهای انولار شروع شود، ورقهای آنولار انتهاییترین ورقهای کف مخزن میباشند که این ورقها قبل از نصب با دستگاه هوا برش ریلی با شعاع مشخص برشکاری و پخزنی میشوند، لازم به ذکر میباشد که سمت بیرونی ورقها باید برشکاری شوند و حتماً دو سمت ورقها نیز باید برشکاری شوند.
در عملیات برشکاری حتماً میبایست از افراد ماهر استفاده کرد، زیرا در صورت اشتباه در برشکاری ورق دیگر مورد استفاده در کف نمیباشد و هزینه سنگینی برای پروژه دارد.
بعد از اتمام عملیات برشکاری و پخزنی ورقهای آنولار (در این مخزن تعداد ورقها 26 شیت 12 متری بوده است) باید درست در محل دپو نگهداری شوند به صورتی که مابین ورقهایی که رویهم قرار میگیرند حتماً میبایست از تخته جهت جلوگیری از به وجود آمدن اعوجاج و یا کج شدگی احتمالی استفاده شود و بعد از آن توسط جرثقیل با ظرفیت لیفتینگ مجاز ازلحاظ اصول ایمنی لیفت و توسط تریلی بارگیری و تا محل نصب حمل شود.
بعد از عملیات برشکاری و قبل از نصب ورقهای انولار میبایست بک استریپ ها به پشت آنولار ها نصب و تک جوش شوند.
بعد از امادهسازی ورقها جهت نصب، نقشهبردار نقطه شروع (Start) ورق ریزی را پیادهسازی کرده و ورقها در محل موردنظر نصب میشوند، و بعدازآن اقدام به فیتاپ ورقها با استفاده از چنل و مان و گوه جهت تراز کردن و نگهداشتن ورقها کنار هم میکنیم، سپس تمامی ورقها را به همدیگر تک جوش میکنیم.

عملیات نصب و فیتاپ ورقهای انولار
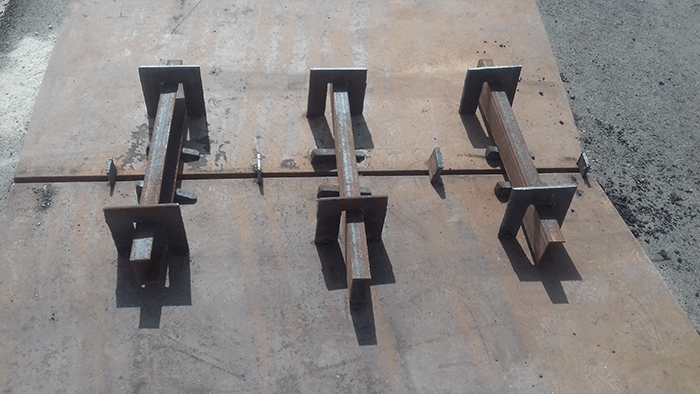
عملیات نصب و فیتاپ ورق های آنولار
سپس 30 سانتیمتر اول ورق از بیرون که زیر شل قرار میگیرد جوشکاری (G) میشود و بعد از آن توسط متخصص رادیوگراف RT میشوند و در انتها بعد از نصب کل ورقهای شل و جوشکاری ورتیکال و هوریزنتال کورس 3 می توان مابقی جوش آنولار را کامل کرد.
لازم به ذکر است که ضخامت ورقهای آنولار در این مخزن 14 میلیمتر بوده است.
بعد از نصب ورقهای آنولار شروع به ورق ریزی کف میکنیم (Bottom Plates)، باید در نظر داشته باشیم که جهت ورق ریزی، ماشینآلات اعم از جرثقیلها و تریلیها بهناچار میبایستی وارد سطح مخزن شوند به همین دلیل باید نهایت توجه و دقت را داشته باشیم که هیچگونه آسیبی به ورقهای نصبشده وارد نشود و همینطور تحت هیچ شرایطی جرثقیلها نباید جکهای خود را مستقیماً روی ورقها بگذارند و باید از تختههایی با سطح مقطع بیشتر در زیر جکها استفاده کرد.
اصولاً ورق ریزی کف از سنتر مخزن شروع و به سمت کنارهها ادامه مییابد، اما در این مخزن از دو طرف مخزن شروع و به سمت سنتر(مرکز) نصب شدند و دلیل آنهم استفاده بهینه از زمان بوده که زمان ورق ریزی را تا حدود زیادی کاهش داده است.
در این مرحله فقط میبایست ورقهای اصلی ( Bottom Plates) را نصب کرد و ورقهای اسکیج بعد از نصب و فیتاپ کل ورقها نصب میشوند. لازم به ذکر میباشد که جهت سریعتر شدن روند اجرا و صرفهجویی در زمان حتماً همزمان با عملیات ورق ریزی مونتاژ کارها اقدام به عملیات فیتاپ کنند و همانطور که قبلاً هم بیان کردیم ورقها باید بین 30 الی 50 میلیمتر با همدیگر همپوشانی داشته باشند.
همزمان با عملیات فیتاپ، جوشکارها باید شروع به جوشکاری ورقها کنند، در خصوص جوشکاری ورقهای که دارای سکوئنس کاری میباشند حتماً میبایست ابتدا سر T ها را جوشکاری کرد سپس جوش عرضی ورقها و بعد از آن جوش طولی ورقها را انجام داد. به این نکته توجه داشته باشیم که برای جوش طولی ورقها ابتدا میبایست پاس اول را با صورت 30 سانت 30 سانت تا انتها انجام داد سپس اقدام به فول جوش کردن خط جوش موردنظر کرد و بهمحض اینکه فیتاپ ورقهای اصلی به اتمام رسید باید شروع به نصب و فیتاپ اسکیج ها کنیم.
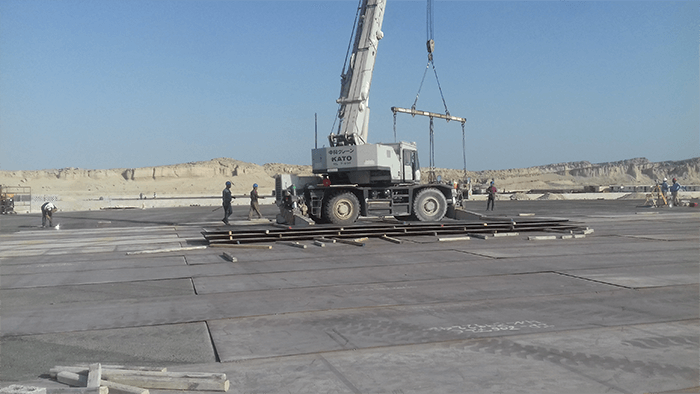
عملیات ورق ریزی کف

عملیات فیتاپ ورقهای کف

عملیات ورق ریزی کف

عملیات جوشکاری ورقهای کف
باید در نظر داشت که در زمان برشکاری اسکیج ها کلیه ورقهای برشکاری شده طبق نقشه شمارهگذاری شوند تا در زمان نصب، موقعیت هر ورق مشخص باشد.
لازم به ذکر میباشد جوشکاری ورقها کف(Bottom Plates) مخزن حتماً میبایست از سنتر مخزن شروع و به سمت کنارهها ادامه یابد.
برای جوشکاری ورقهای کف مخزن به قطر 100 متر حداقل میبایست تعداد 18 نفر جوشکار F انبر به دست باشند که بهصورت همزمان روی جوش کف کار کنند و همچنین توصیه میشود جهت کوتاهتر کردن زمان عملیات جوشکاری تخصیص شیفت شب را در نظر داشته باشید.
حتماً باید بعد از جوشکاری عملیات سنگزنی و تمیزکاری جوش موردنظر بهوسیله دستگاه فرز انجام شود.

عملیات سنگزنی جوش ورقهای کف
سامپ ها جهت جمعآوری و تخلیه آب و ناخالصیهای درون مخزن استفاده میشود، بهنحویکه آب درون سیال به درون این سامپ ها میریزد و بهوسیله لولههای واتر دراو به خارج از مخزن انتقال داده میشوند.
در ابتدا میبایست ورقهای سامپ را در ابعاد و اندازههای مشخصشده طبق نقشهها برشکاری و دوسر آن را کونیک کرده و سپس با استفاده از دستگاه نورد، ورقهای سامپ ها را رول میکنیم و همچنین همزمان ورقهای کف سامپ ها را برشکاری میکنیم.
بعد از رول سامپ ها، دوسر ورق را که به هم میرسند را فیتاپ و جوشکاری میکنیم، لازم به ذکر است که از پوزیشن جوش G استفاده میکنیم و سپس آن را روی ورق کف سامپ قرار میدهیم و جوشکاری میکنیم. باید دقت داشت که کلیه جوشکاری سامپ ها دوطرفه و از داخل و بیرون جوش می شوند.
بعد از اتمام عملیات جوشکاری حتماً باید کل جوش های سامپ (Oil Test) شود تا در صورت نشت دادن درز جوش، اقدام به تعمیر نقطه موردنظر کنیم و در آخر در چاله سامپ که در مقاله اول توضیح دادیم آن را نصب میکنیم و جوش سامپ به ورقهای کف بعد از اتمام عملیات جوشکاری انولار به کف انجام میشود.
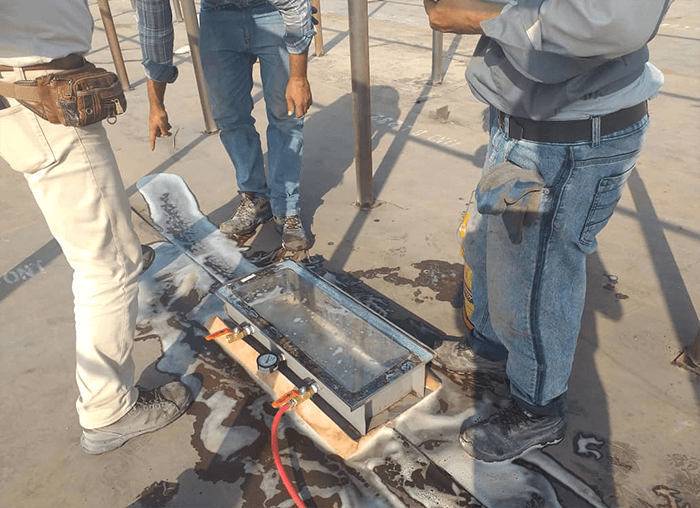
عملیات وکیوم تست جوش ورقها کف
و درنهایت بعد از اتمام عملیات جوشکاری ورقهای کف، کل جوش ها بهوسیله دستگاه وکیوم و کف تست میشوند تا در صورت وجود داشتن نشتی مشخص و رفع شود.
نکات مهم در اجرای Bottom Plates
- در زمان فعالیت بر روی کف حتماً سیستم ارتینگ جهت جلوگیری از برقگرفتگی نصب شود.
- در زمان نصب ورقهای آنولار یک کاغذ بین درز دو ورق بکشید که فاصلهای بین ورقها نباشد.
- در زمان نصب و فیتاپ ورقها باید باد زیر ورق کف بهصورت کامل خارجشده باشد و هیچگونه برآمدگی نداشته باشد.
- در شاپ کارگاه محل دپو ورقها، بههیچوجه ورقها نباید بهصورت مستقیم رویهم گذاشته شوند و میبایست بین ورقها از تختههای مخصوص استفاده شود.
- تا حد امکان از تردد ماشینآلات سنگین و جک زدن جرثقیلها بر روی آسفالت و ورقها جلوگیری شود.
- در خصوص سکوئنس جوشکاری ورقهای کف ابتدا سر T، جوش عرضی ورقها و سپس جوش طولی ورقها انجام میشود.
- جوشکاری طولی ورقها باید ابتدا بهصورت 30 سانت 30 سانت یک پاس جوشکاری شود سپس فول پاس شود.
- کلیه ورقها باید قبل از نصب بهوسیله اسپری رنگ و شابلون شمارهگذاری شوند.
تستهایی که بر روی Bottom Plates انجام میشود:
کلیه تستهای به صورت غیر مخرب میباشند (NDT)
- بازرسی چشمی جوش (VT)
- وکیوم تست
- تست رادیوگرافی (RT)
- تست مایع نافذ (PT)
- تست میدان مغناطیسی (MT)
- تست گازوئیل (OIL TESE)
بازرسی چشمی جوش (VT)
قبل از انجام هرگونه تست ابتدا باید (VT) تمامی جوش ها مورد تائید و به ناظر کارفرما تحویل گردد.
وکیوم تست
یک نوع تست میباشد که با ایجاد یک محیط خلا جهت پیدا کردن نشتی جوش باتم و آنولار استفاده میشود.
تست رادیوگرافی (RT)
برای جوش های بات ولد که در اتصال آنولار به آنولار میباشد استفاده میشود.
تست مایع نافذ (PT)
با توجه با نظر کارفرما میتوان بهجای وکیوم تست از (PT) استفاده کرد و همچنین برای تائید بیلد آپ جیک اسکار های موجود بر روی آنولار استفاده میشود.
تست میدان مغناطیسی (MT)
مطابق با استاندارد جوش پاشنه (شل به آنولار) از داخل بعد از تائیدیه بازرسی چشمی باید انجام شود.
تست گازوئیل (OIL TESE)
جهت اطمینان از کیفیت اتصال جوش های برخی از قسمتهای کف مخزن (سامپ، سامپ به باتم، جوش پاشنه) استفاده میشود، قابلذکر است که اویل تست زمانی انجام میشود و مورد تائید است که بر روی پاس 1 از داخل انجام شود.) دلیل این امر این است که جوش های داخل در تماس با نفت میباشد.
سخن پایانی
در انتها گفتنی است که ورقهای هر مخزن با توجه به ابعاد و ظرفیت آن، تعداد و ضخامت آن میتواند متفاوت باشد که در این مخزن با قطر 100 متر تعداد 317 شیت ورق 10 میلیمتر و 27 عدد ورق 14 میلیمتر به وزن کلی 675000 کیلوگرم و تعداد 2 دستگاه جرثقیل 25 تن و 50 تن و 8 نفر مونتاژکار در مدتزمان 45 روز نصب و فیتاپ شدند که در خصوص جوشکاری، مقدار 4843 متر طول بهصورت فول پاس با تعداد 18 نفر جوشکار F در مدتزمان 62 روز به اتمام رسیده است. که با تخصیص منابع بیشتر اعم نیروی انسانی ماهر و تجهیزات لازم و فعال کردن شیفت شب در مدتزمان بهمراتب کمتری میتوان عملیاتهای مربوطه را به اتمام رساند.
در عملیات ورق ریزی کف(Bottom Plates) به خصوص در مبحث جوشکاری باید با دقت و بازرسی فراوانی انجام شود به دلیل اینکه بعدا در زمان آبگیری یا هیدروتست مخزن اگر کوچکترین نشتی داشته باشد، میبایست کل آب مخزن را تخلیه و آن را خشک کرد و سپس بین انبوهی از ورق و جوش، محل نشتی را پیدا و اقدام به تعمیر آن کرد که ازلحاظ زمانی تأخیر زیادی در پروژه اتفاق میافتد و همچنین ازلحاظ مالی پروژه را با زیان سنگینی روبهرو میکند، لذا نهایت دقت در خصوص روند اجرا و بازرسی را باید داشته باشیم.
لازم به ذکر میباشد در وبسایت توضیحات بیشتری در خصوص نحوه ساخت و اجرای مخازن فلزی نفت بیانشده است.
بعد از آماده سازی و با زدن دکمه بالا، پنجره ای باز می شود که آدرس ایمیل شما را می گیرد. به محض وارد نمودن اطلاعات، فایل مزبور برای شما ایمیل خواهد شد.
ارسال لینک دانلود
[gravityform id=”8″ title=”false” ajax=”true”] محصولات مرتبط با این مقاله







{kind=link}
{kind=link}
{kind=link}
{kind=link}
با درود و احترام
مطالب بسیار مفید و ارزشمند خیلی ممنون از اینکه وقت گذاشتید و عکسهای مرتبط گردآوری کردید
خواهش می کنم.
پیروز باشید
با سلام و سپاس. ممنون از اشتراک اطلاعات جامع و تخصصی
خواهش می کنم.
پیروز باشید
بسیار مفید و جالب
ممنون از شما
با آرزوی موفقیت برای شما
با درود بسیار اموزنده و مفید بود .پایدار باشید
ممنون از لطفتون