مقدمه
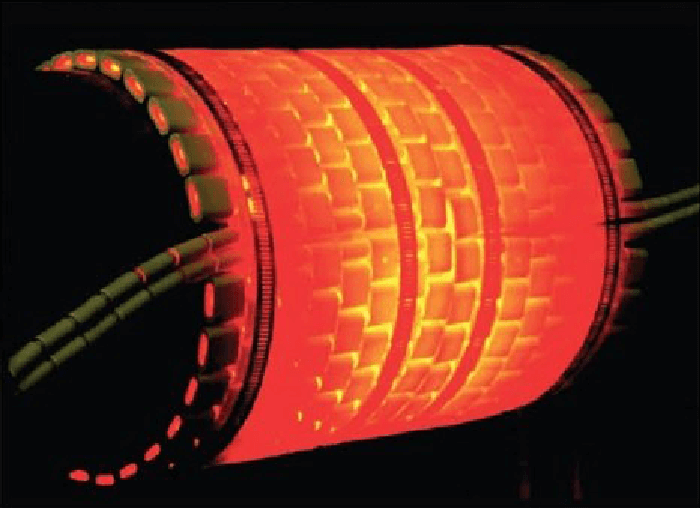
راندمان دستگاههای تنشزدایی (Post Weld Heat Treatment) را بر اساس تعداد کانال و شیفتهای کاری آن مورد محاسبه قرار میدهند.
عموماً دستگاههای تنشزدایی 6 و یا 12 کاناله میباشند. از هر دستگاه اندازه تعداد کانالهای آن دارای ترموکوپل میباشد که هر ترموکوپل رنگ مختص به خود را دارد.
هر کانال مختص به یک سرجوش میباشد؛ و تعداد کانالها بر اساس سایز لولهها تخصیص مییابد
1- برای سایزهای 1 الی 8 اینچ: یک کانال
2- برای سایزهای 8 الی 12 اینچ: دو کانال
3- برای سایزهای 12 به بالا: سه کانال
بهطور کلی کانالهای تعریفشده برای هر سایز بر اساس SPEC و استاندارد ASME تعریف میشود.
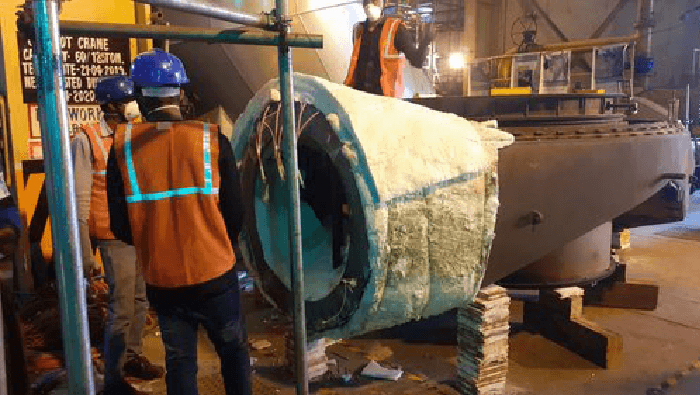
گاهاً عملیات تنشزدایی توسط کوره نیز انجام میپذیرد. در این روش تمامی اسپول ها که نیاز به عملیات تنشزدایی دارند در کوره چیدمان شده و سپس عملیات تنشزدایی توسط حرارتی که از سوخت گازوئیل ایجاد میشود انجام میپذیرد.
شیفت کاری در تنشزدایی
تعداد شیفتهای کاری هر دستگاه بسته به شرایط و نحوه مدیریت کار، از یک شیفت حداقلی تا سه شیفت حداکثری متغیر میباشد.
برای یک دستگاه تقریباً برای هر شش ساعت یک شیفت کاری لحاظ میگردد. یک دستگاه تنشزدایی حداقل دو شیفت کاری و حداکثر سه شیفت کاری در روز خواهد داشت.
دقت نماییم که راندمان اجرای عملیات تنشزدایی نیز همانند اجرای عملیات رادیوگرافی، به دو اولویت: کاهش Back LOG و نیز آزادسازی پکیجها تقسیمبندی میشود که بر حسب این دو اولویت راندمانها نیز متفاوت
خواهد بود. ولیکن این تغییر در اولویت در عملیات تنشزدایی همانند عملیات رادیوگرافی، تأثیر بسیار بالا نخواهد داشت. به هر تریب راندمان اجرای عملیات تنشزدایی با در نظر گرفتن هر دو اولویت و بهصورت میانگین از قرار زیر است:
راندمان اجرای عملیات تنشزدایی – اولویت آزادسازی پکیج و کاهش Back Log
|
| تعداد کانال |
6 |
12 |
| راندمان بر اساس تعداد سرجوش |
6 |
12 |
| راندمان بر اساس دایا اینچ |
30 |
60 |
آمار فوق مربوط به یک شیفت کاری میباشد.
افزایش در تعداد شیفتهای کاری، منجر به افزایش راندمان با نسبت مستقیم خواهد بود (اگر دو شیفت کاری، راندمان دو برابر و اگر سه شیفت کاری، راندمان سه برابر)
نکات قابل توجه
-
- عملیات تنشزدایی در کوره تنها در خصوص اسپول های شاپ پایپینگ میتواند انجام شود.
- سایز و طول اسپول ها باید کوچک باشد قابلیت چیدمان در کوره را داشته باشد. بدیهی است که اجرای عملیات تنشزدایی بهوسیله کوره تنها میتواند در خصوص اسپول های UNIT انجام شود و اکثر اسپول های موجود در MAIN RACK این قابلیت را نخواهند داشت.
- استفاده از کوره برای عملیاتی تنشزدایی فارغ از مباحث مالی آن منجر بهسرعت بسیار بالا در اجرای این عملیات خواهد شد.
- پس از اجرای عملیات تنشزدایی برای اینکه مشخص شود عملیات فوق صحیح انجامشده است تست سختی سنجی یا همون HARDNEES توسط دستگاه سختی سنج انجام میپذیرد.
- تائید تنشزدایی منوط به تأیید تست سختی سنجی میباشد.
- در اکثر پروژهها، حداقل دو شیفت کاری را خواهیم داشت که با مدیریت بهینه و عدم گستردگی در جبهههای کاری، میتواند به سه شیفت نیز افزایش پیدا کند.
ازآنجاکه برای برنامهریزی و مدیریت اجرای تنشزدایی بایستی قادر به محاسبه حدودی راندمان دستگاهها بود، روش زیر جهت این موضوع مفید خواهد بود:
هر کانال دستگاه تنشزدایی در یک شیفت تقریباً قادر به تنشزدایی یک سرجوش (با میانگین سایز 5 اینچ در یونیت و 8 اینچ در رک اصلی) خواهد بود.
حال اگر یک دستگاه 6 کاناله با دوشیفت کاری در یونیت را در نظر بگیریم، محاسبه راندمان آن بصورت زیر خواهد بود:
راندمان یک کانال در یک شیفت کاری در یونیت: 5 دایا اینچ
نکات قابل توجه در خصوص راندمان ها
- راندمان یک دستگاه شش کاناله در یک شیفت کاری در یونیت: 5*6=30 دایا اینچ
- راندمان یک دستگاه شش کاناله در دو شیفت کاری در یونیت: 30*2=60 دایا اینچ
- راندمان یک کانال در یک شیفت کاری در رک اصلی: 8 دایا اینچ
- راندمان یک دستگاه شش کاناله در یک شیفت کاری در رک اصلی: 8*6=48 دایا اینچ
- راندمان یک دستگاه شش کاناله در دو شیفت کاری در رک اصلی: 48*2=96 دایا اینچ
لازم به توضیح است که در خصوص دستگاههای 12 کاناله، راندمان به همین نسبت افزوده خواهد شد. (2 برابر خواهد شد)








{kind=link}
{kind=link}
{kind=link}
{kind=link}