فهرست مطالب این صفحه:
عیوب جوش ؛ وبسایت مدیر پروژه
وبسایت مدیر پروژه در این مطلب قصد داد عیوب جوش را به صورت مفصل بررسی کند و مسایل و موارد مربوط به آن را در دیسیپلین پایپینگ توضیح دهد.
تعمیرات (Repair) وبسایت مدیر پروژ
پس از انجام عملیات تست های RT,PT,MT,UT, … به دلیل عدم جوشکاری صحیح و وجود عیب در پاس های جوش، عملیات ریپیر گیری در راستای اصلاح سرجوش انجام می گیرد. در اصطلاح به این عملیات ریپیرگیری گفته می شود.
ریپیر گیری جزء موارد کم هزینه در خصوص اصلاح عیوب جوش است که البته حسب عیب حادث شده و اغلب در پاس های رو جوش انجام می شود. در مقابل Cut out جزء موارد پر هزینه اصلاح عیوب جوش می باشد که بیشتر در زمانی حادث می گردد که عیب در پاس ریشه و در ابعاد و محیط زیاد آن اتفاق می افتد.

اسپول سازی خطوط خروجی

اسپول سازی
اما مهمترین سوالات در خصوص عملیات ریپیر گیری ( عیوب جوش ) :
- از کجا بایستی فهمید که عیب جوش در کدام پاس جوش اتفاق افتاده است که جوش را تا آن پاس برش داده و عیب مذکور را مرتفع نمود؟
- از کجا بایستی فهمید که عیب در کدام نقطه از محیط جوش اتفاق افتاده که بتوان عیب مذکور در ان نقطه را اصلاح نمود؟
جواب هر دو سوال فوق در Trace رادیوگرافی و نیز جوابیه RT ارائه شده است.
با توجه به برگه تریس رادیوگرافی دقیقاً نقطه ای در محیط جوش که در ان عیب تشخیص داده شده است با مبنای نقطه صفر رادیوگرافی کاملاً نشان داده شده است و با توجه به نوع عیب حادث شدن آن در هر پاس جوش ارائه شده است.
نکته : تمامی عیوبی که در تست VT مشخص می گردد با عملیات ریپیر گیری اصلاح می شود چرا که تست VT مربوط به عیوب سطحی بوده که با سنگ زنی ساده قابل حل است و نیاز به برش کامل سرجوش و عملیات Cut Out ندارد.
عیوب جوش – برش سرجوش (Cut Out)
پس از انجا عملیات تست های RT,PT,MT,UT, … به دلیل عدم جوشکاری صحیح و وجود عیب در بیش از 50% یک سرجوش، سرجوش مذکور اصطلاحاً Cut Out می شود.
لازم به توضیح است که اغلب عیوب جوش که ماحصل تست های غیر مخرب همچون RT , UT و بالاخص نتایج تست MT, PT می باشد، با ریپیر گیری پاس های جوش و منطقه خاص عیب ( که در تریس نتیجه رادیوگرافی مشخص شده است) اصلاح می گردند و نیاز به برش مجدد جوش و انجام دوباره جوش نمی باشند.
در این عملیات سرجوشی که عیب در آن مشخص شده است ، بریده شده و پس از سنگ زنی مجدد ، فیت آپ شده و عملیات جوش روی آن انجام می گردد. بدیهی است که انجام عملیات تست غیر مخرب به روی سرجوش اصلاح شده، فارغ از مباحث درصد رادیوگرافی و موارد اینچنینی، غیر قابل اجتناب است. چرا که در سوابق قبلی آن دال بر تعمیری بودن سرجوش ثبت شده است و بایستی سوابق جدید و اصلاح شده در سیستم WJCS واحد کنترل کیفیت ثبت گردد.
موارد مهم عملیات Cut Out
- در برگه تریس رادیوگرافی، در خصوص نقطه عیب جوش و نیز نوع عیب اطلاعات ارائه شده است، در همان برگه نیز مشخص شده است که سرجوش بایستی بریده شده و اصلاح شود و یا نیاز به بریدن سرجوش نیست – دو عنوان متفاوت Repair , Cut Out دقیقاً در نتیجه تفسیر تست رادیوگرافی ارائه می گردد.
- بی رحمانه ترین و سخت ترین حالت برای اصلاح سرجوش، همان Cut Out می باشد که شما ملزم به برش سرجوش و جوش مجدد ان می گردید.
- درسایز های زیر 2 اینچ و در اکثر مواقع، سریعترین راهکار برای اصلاح سرجوش، برش ان است چراکه به واسطه سایز پایین بودن ان هرگونه سنگ زنی برای رسیدن به منطقه عیب، منجر به برش سرجوش به صورت ناخودآگاه خواهد شد.
- همانگونه که مشخص شد در برگه تریس رادیوگرافی، دو مشخصه مهم قید می گردد – منطقه عیب که در کدام پاس جوش عیب اتفاق افتاده است – سیگمنت که نشان می دهد در کدام قسمت محیط لوله با مرجع کردن نقطه صفر رادیوگرافی، عیب اتفاق افتاده است، حال اگر بیش از 50% محیط یک سرجوش، دچار عیب باشد، اغلب برای اصلاح آن از روش Cut Out استفاده می شود.
هزینه انجام عملیات Cut Out
به صورت کلی هزینه های انجام عملیات Cut Out به دو دسته اصلی تقسیم میشود.
- هزینه برش سرجوش و سنگ زنی دو طرف سرجوش به عنوان پیش نیاز عملیات جوش
- هزینه جوش مجدد سرجوش
در خصوص هزینه بخش دوم که دقیقاً مانند هزینه یک جوشکاری یک سرجوش عادی و با همان مشخصات و سایز محاسبه می گردد . ولیکن در خصوص هزینه بخش اول نیاز به محاسبات سرفصل های هزینه ساز دارد که بر اساس آنالیز نفر ساعت و ماشین ساعت و متریال مصرفی محقق میگردد.
نکته یک : توجه نماییم که علاوه بر هزینه های دو بخش فوق، هزینه های مربوط به رادیوگرافی مجدد نیز بایستی اضافه گردد.
نکته دو : هزینه انجام Cut out تقریباً مشابه Reweld و هر دو این هزینه ها بالاتر از دو برابر سرجوش عادی همان سایز می باشند
تبصره : البته این دو عملیات با هم تفاوت بوده و در شرایط متفاوت و به دلایل متفاوت اتفاق می افتند.
عیوب جوش – ریپیر گیری
در عیوب جوش وقتی صحبت از عملیات ریپیر گیری می شود منظور ریپیر گیری محیط لوله است. بنابراین معیار دقیق عملیات ریپیر گیری اگر چه به ظاهر از آن با عنوان دایا اینچ یاد می شود ولیکن بایستی بر اساس سانتی متر محیط لوله باشد. دقت کنید واحد اندازه گیری انجام عملیات ریپیر گیری، سانتیمتر است. بنابراین در گام اول بایستی محاسبات ساده تبدیل دایا اینچ لوله به سانتیمتر را یاد آوری می کنیم.
نمونه محاسبات و مثال موردی :
- محیط دایره از فرمول 2PR محاسبه می گردد که 2R همان قطر دایره می باشد.
- هر دایا اینچ برابر 2.54 سانتیمتر می باشد
- بنابراین برای لوله به سایز 1 اینچ ، محیط آن برابر 1*2.54*3.14 که برابر 7.85 سانتیمتر می باشد
- به عنوان مثال لوله با سایز 48 اینچ ، محیط آن 48*2.54*3.14 که برابر 377 سانتیمتر می باشد.
نکته ریپیر گیری:
لوله های زیر 12 اینچ دایا بر اساس ID لوله مشخص می شوند ، به عنوان مثال وقتی می گوییم لوله 8 اینچ است، یعنی ID آن 8 اینچ می باشد ( داخل به داخل لوله).
اما سایز های لوله بالای 12 اینچ دایا با OD آن مشخص می شود . به عبارت دیگر وقتی می گوییم لوله 16 اینچ است، یعنی OD آن 16 اینچ است (خارج به خارج لوله).
بنابرانی موضوع مهم اینجاست که در فرمول 2PR، برای سایز های بالای 12 اینچ دایا، مقدار 2R همان سایز لوله است. اما در خصوص سایز های زیر 12 اینچ دایا ، میزان 2R برابر ID+ 2*Thickness می باشد.
این تغییر در محاسبه قطر لوله(دایره) تاثیر بسیار زیادی در محاسبه مقدار محیط لوله دارد.
به مثال زیر دقت کنید:
محیط لوله برای لوله با سایز 10 اینچ دایا و ضخامت 20 میل:
2R = 10+(2*20/10) که برابر است با 14
و محیط لوله برابر است با 2PR=14*2.54*3.14 که برابر 415 سانتیمتر می باشد.
وقتی نکته فوق را در ریپیر گیری ( عیوب جوش ) لحاظ کنیم مقدار فوق که قبلاً محاسبه کرده ایم بدست می آید. این اختلاف که مقداری قابل توجهی میباشد برابر 32 سانتیمتر است.
نکته: نحوه مشخص نمودن صفر رادیوگرافی به روی لوله به صورت شماتیک ارائه شده است.
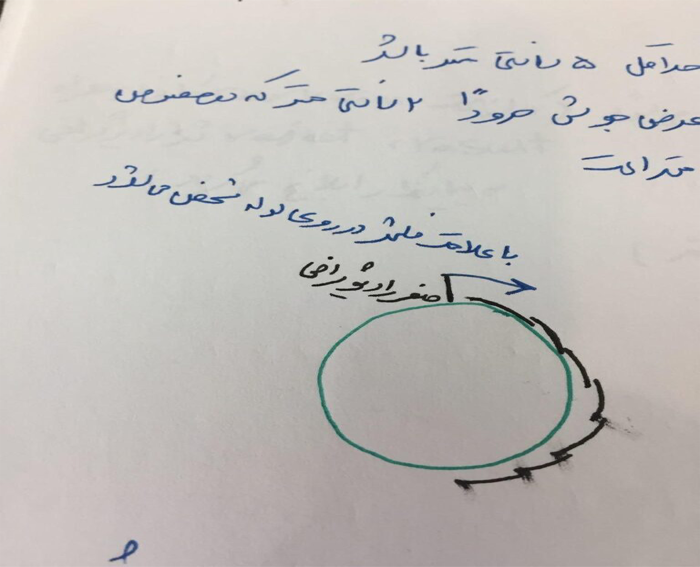
عیوب جوش صفر رادیوگرافی
- Overlap هر برگه فیلم رادیوگرافی تا برگه بعدی بایستی حداقل 5 سانتیمتر باشد.
- عرض فیلم رادیوگرافی برابر 10 سانتیمتر می باشد از طرفی عرض جوش در حدود 2 سانتی متر می باشد که البته در خصوص لوله های HW این میزان برابر 5 سانتیمتر می باشد . بنابراین همواره فیلم رادیوگرافی کل عرض جوش را در هر شرایطی پوشش می دهد.
- روی فیلم رادیوگرافی متر با جنس سرب کشیده می شود که مدرج می باشد (اندازه گیری های قید شده در آن همانند متر های معمولی می باشد)
- مقدار سانتیمتر سیگمنت ها متفاوت می باشد . به عنوان نمونه، در لوله با سایز 48 اینچ، برابر 40 سانتیمتر می باشد. دقت کنید که شماره سیگمنت ها (اندازه ها) ارتباطی به فیلم رادیوگرافی ندارد.
- شمارههای روی متر سربی همواره به روی فیلم میافتد که همان سیگمنتها رو مشخص میکند.
بنابراین معیار های اندازه گیری – طول فیلم – سایز های متر سربی ارتباطی به اندازه سیگمنت ها و شماره آن ندارد . به عبارت دیگر اگر محیط لوله 100 سانتیمتر باشد، این مقدار میتواند شامل 10 سیگمنت 10 سانتیمتری باشد در حالیکه روی متر سربی معیار همان 100 واحد 1 سانتیمتری (همانند متر های معمول اندازه گیری) باشد . در مقاله های بعدی خواهید دید که یکی از مهمترین معیار های محاسبه ریپیر گیری و هزینه های آن ، همین شماره سیگمنت ها و حادث شدن عیب جوش در کدامین سیگمنت رادیوگرافی می باشد.
تریس رادیوگرافی ( عیوب جوش ) :
جوابیه رادیوگرای به چهار بخش عمده تقسیم می گردد
- جوابیه تست مثبت است
- اشکال از تیم رادیوگراف و یا نحوه پروسس فیلم است که ارتباطی به سرجوش و کیفیت جوش ان ندارد
- جواب تست منفی است و سرجوش بایستی بریده و مجدداً جوش شود
- جواب تست منفی است ولیکن تنها نیاز به اصلاح سرجوش است ( سرجوش بریده نمی شود)
ببینید مراحل 1 تا 3 که وضعیت آن مشخص است . اما تنها موضوع بند 4 است .
وقتی در جواب تست به شما ابلاغ می گردد که بایستی سرجوش را تعمیر نمایید ، شما در کنار برگه جواب تست رادیوگرافی، نیاز به مشخصاتی بیشتر نظیر :
الف – در چه سیگمنتی عیب حادث شده است ( بر حسب سانتیمتر)
ب – عیب در کدام پاس جوش حادث شده است
ج – نوع عیب چیست
دارید که تمامی این مشخصات به همراه جوابیه تست رادیوگرافی در برگه تریس رادیوگرافی از سوی واحد Dark Room و یا WJCS کارفرما به پیمانکار ابلاغ می گردد.
بنابراین همواره بایستی هر عملیات ریپیر و ریپیر گیری یک برگه Trace رادیوگرافی داشته باشد.
نکات مهم :
- در سایز 2 اینچ و پایینتر ، هر عیبی در جوابیه رادیوگرافی به منزله Cut Out بوده و سرجوش بایستی بلا استثنا بریده شود. (به دلیل سایز پایین ان، برشکاری و سنگ زنی و اصلاح و ریپیرگیری تقریباً بی معنی می باشد)
- هر سرجوش می تواند تا 3 بار عملیات ریپیر گیری روی ان انجام گردد و بعد از 3 بار (با اداشتن هرگونه عیبی) بایستی Cut Out شود.
- هرگاه عیب – Defect – جوش بیش از 50% سطح جوش اتفاق افتاده باشد ، سرجوش بایستی بریده – Cot Out – شود تا بتوان آنرا اصلاح نمود. بنابراین زمانی که ما صحبت از عملیات ریپیر گیری می نماییم ، مطمئن هستیم که عیب در کمتر از 50 % سطح لوله حادث شده است.
عملیات Cut Out ( در تمامی سایز ها)
- آنالیز جوش مجدد در تمامی سرفصل های متریال مصرفی، ماشین آلات و تجهیزات و نیروی انسانی دقیقاً همانند عملیات جوش از مرحله صفر تا 100 سرجوش می باشد.
- تنها برای برش ابتدایی سرجوش، در سرفصل متریال مصرفی نیاز به صفحه سنگ برش و ساب است ( 3 میل و 6 میل) – هم برش کاری سرجوش داریم و هم تمیز کاری و سنگ زنی ان برای شروع عملیات جوش مجدد – که میزان آن 2 برابر همین میزان مصرف در عملیات فیت آپ می باشد. ( دو برابر – در بخش عملیات فیت آپ و نه جوش) و در سرفصل نیروی انسانی نیز مشابه اکیپ برشکار در آنالیز قیمت بخش فیت آپ می باشد.
نکته مهم و نهایی :
Defect بیشتر از 50% سطح جوش نتیجه : Cut Out
Defect کمتر از 50% سطح جوش نتیجه : Repair
مراحل تعمیر – ریپیر گیری – سرجوش :
- شکافتن محل عیب با توجه به تریس و جوابیه رادیوگرافی
- رسیدن به منطقه عیب و اصلاح آن
- آماده سازی جهت جوشکاری بعد از اصلاح عیوب جوش ( در صورت وجود عیب در پاس یک، خروج ضایعات برش و جوش مجدد توسط تیغ اره)
- طبق دستور العمل پروژه ، عملیات PT نقاط اصلاح شده عیب قبل از جوشکاری جهت مطمئن شدن از بروز هرگونه کرک و یا ریپیر دیگر (PT برای پاس یک می باشد)
- تمیز کردن محل PT به صورت کامل
- اجرای جوش ( پاس یک – پاس پرکنی – پاس رو)
نکات :
- سیگمنتها بستگی به سایز لوله و تکنیک رادیوگرافی دارد. مثلاً سایز 3 اینچ، 3 عدد سیگمنت 10 سانتیمتری دارد و سایز 48 اینچ ، 10 عدد سیگمنت 38 سانتیمتری دارد. به دلیل حمل و جابه جایی و ثبوت و ظهور فیلم و در نهایت تسهیل در تفسیر فیلم رادیوگرافی، سیگکنت ها از 40 سانتیمتر عدول نمی کنند.
- فیلم های رادیوگرافی ( در هر سایزی) بایستی به گونه ای روی لوله بنشیند که اولاً تاخورده نشوند و ثانیاً کیفیت مناسب داشته باشند.
بعد از آماده سازی و با زدن دکمه بالا، پنجره ای باز می شود که آدرس ایمیل شما را می گیرد. به محض وارد نمودن اطلاعات، فایل مزبور برای شما ایمیل خواهد شد.
ارسال لینک دانلود
"(ضروری)" قسمتهای مورد نیاز را نشان می دهد
محصولات مرتبط با این مقاله
-

آنالیز قیمت پایپینگ – کربن استیل (CS)
2,250,000 تومان








{kind=link}
{kind=link}
{kind=link}
{kind=link}